Primary MetalsTable of Contents Industry Overview Steel Making
Industry Ferrous & Non-Ferrous Foundries Aluminum Smelting & Refining |
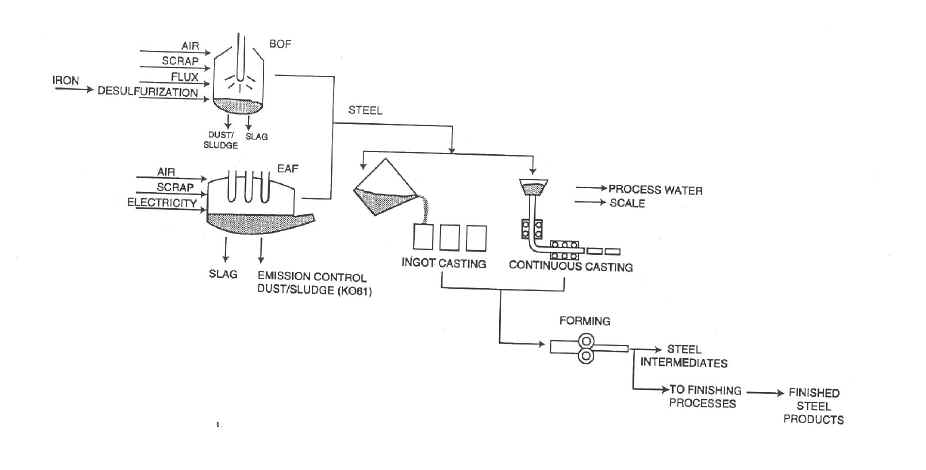
2 The Steel Making IndustryBackgroundSteel is an alloy of iron usually containing less than 1% carbon. It is used most frequently in the automotive and construction industries. Steel can be cast into bars, strips, sheets, nails, spikes, wire, rods or pipes as needed by the intended user. Based on statistics from The 1992 Census of Manufacturing, 1,118 steel manufacturing facilities currently exist in the United States. Steel production is a $9.3 billion dollar industry and employs 241,000 people. The process of steelmaking has undergone many changes in the 20th century based on the political, social and technological atmosphere. In the 1950s and 1960s, demand for high quality steel encouraged the steelmaking industry to produce large quantities. Large, integrated steel mills with high capital costs and limited flexibility were built in the U.S. (Chatterjee, 1995). Integrated steel plants produce steel by refining iron ore in several steps and produce very high quality steel with well controlled chemical compositions to meet all product quality requirements. The energy crisis of the 1970s made thermal efficiency in steel mills a priority. The furnaces used in integrated plants were very efficient; however, the common production practices needed to be improved. The large integrated plants of the 1950s and 1960s tended to produce steel in batches where iron ore was taken from start to finish. This causes some equipment to be idle while other equipment was in use. To help reduce energy use, continuous casting methods were developed. By keeping blast funraces continually feed with iron ore, heat is used more efficiently. As environmental concerns have gained importance in the 1980s and 1990s, regulations have become more stringent, again changing the steelmaking industry. In 1995, compliance with environmental requirements was estimated to make up 20-30% of the capital costs in new steel plants (Chatterjee, 1995). Competition has also increased during the period do to decreasing markets and increasing foreign steel production plants. The competition has forced steelmaking facilities to reduce expenses and increase quality. To meet these changing needs, just-in-time technology has become more prominent and integrated steel plants are being replaced with smaller plants, called mini-mills, that rely on steel scrap as a base material rather than ore. Mini-mills will never completely replace integrated steel plants because they cannot maintain the tight control over chemical composition, and thus cannot consistenly produce high quality steel. Mini-mills have a narrower production line and cannot produce the specialty products produced by integrated plants. Although technology continues to improve, in the mid 1990s, mini-mills captured less than half of the quality steel market. Steel Production from Iron OreSteel production at an integrated steel plant involves three basic steps. First, the heat source used to melt iron ore is produced. Next the iron ore is melted in a furnace. Finally, the molten iron is processed to produce steel. These three steps can be done at one facility; however, the fuel source is often purchased from off-site producers. CokemakingCoke is a solid carbon fuel and carbon source used to melt and reduce iron ore. Coke production begins with pulverized, bituminous coal. The coal is fed into a coke oven which is sealed and heated to very high temperatures for 14 to 36 hours. Coke is produced in batch processes, with multiple coke ovens operating simultaneously. Heat is frequently transfered from one oven to another to reduce energy requirements. After the coke is finished, it is moved to a quenching tower where it is cooled with water spray. Once cooled, the coke is moved directly to an iron melting furnace or into storage for future use. IronmakingDuring ironmaking, iron ore, coke, heated air and limestone or other fluxes are fed into a blast furnace. The heated air causes the coke combustion, which provides the heat and carbon sources for iron production. Limestone or other fluxes may be added to react with and remove the acidic impurities, called slag, from the molten iron. The limestone-impurities mixtures float to the top of the molten iron and are skimmed off, see Figure 1, after melting is complete. Sintering products may also be added to the furnace. Sintering is a process in which solid wastes are combined into a porous mass that can then be added to the blast furnace. These wastes include iron ore fines, pollution control dust, coke breeze, water treatment plant sludge, and flux. Sintering plants help reduce solid waste by combusting waste products and capturing trace iron present in the mixture. Sintering plants are not used at all steel production facilities. Steelmaking with the Basic Oxide Furnace (BOF)Molten iron from the blast furnace is sent to a basic oxide furnace, which is used for the final refinement of the iron into steel (Figure 1). High purity oxygen is blown into the furnace and combusts carbon and silicon in the molten iron. The basic oxide furnace is fed with fluxes to remove any final impurities. Alloy materials may be added to enhance the characteristics of the steel. The resulting steel is most often cast into slabs, beams or billets (USEPA, 1995). Further shaping of the metal may be done at steel foundries, which remelt the steel and pour it into molds, or at rolling facilities, depending on the desired final shape. BOF Pollution Sources and Prevention Opportunities Different types of pollution result from the different steps in steel production. Below, the pollution sources and the possible pollution prevention opportunities are discussed for each process. Pollution Sources and Prevention for CokemakingCoke production is one of the major pollution sources from steel production. Air emissions such as coke oven gas, naphthalene, ammonium compounds, crude light oil, sulfur and coke dust are released from coke ovens. Emissions control equipment can be used to capture some of the gases. Some of the heat can be captured for reuse in other heating processes. Other gases may escape into the atmosphere. Figure 1: The Steel Making Process (EPA, 1995) Reducing Coke Oven Emissions Pollution associated with coke production is best reduced by decreasing the amount of coke used in the iron melting process. The smaller the volume of coke produced, the smaller the volume of air and water emissions. However, process modifications in actual coke production are not widely available and are very expensive. One fairly economical method of reducing coke oven pollution is to reduce the levels of coke used in blast furnaces. A portion of the coke can be replaced with other fossil fuels without retrofitting the furnace. Pulverized coal can be substituted for coke at nearly a 1:1 and can replace 25 - 40% of coke traditionally used in furnaces (USEPA, 1995). Pulverized coal injection is used worldwide to reduce coke use and, thus, coke emissions (Chatterjee, 1995). Pulverized coal injection may affect the final steel products. Pulverized coal may reduce gas permeability of the metal and unburnt coal particles may accumulate in the furnace, decreasing efficiency. Thus, it may not be possible to substitute pulverized coal for coke in the production of high quality steel. Other alternative fuels such as natural gas, oil or tar/pitch can be used to replace coke using similar process modifications. The reduction in emissions is proportional to the reduction in coke use. Air and water emissions may also be reduced by using a non-recovery coke battery. In traditional plants, by-products are recovered from the blast furnace. In non-recovery batteries, coke oven slag and other by-products are sent to the battery where they are combusted. This technique consumes the by-products, eliminating much of the air and water pollution. Non-recovery coke batteries do require replacement or retrofitting of traditional coke ovens. This process modification does reduce pollution, but can be expensive. A third method for reducing coke oven emissions is the Davy Still Autoprocess. The process uses water to remove ammonia and hydrogen sulfide from coke oven emissions prior to cleaning of the oven. Cokeless IronmakingCokeless ironmaking procedures are currently being studied and, in some places, implemented. One such procedure is the Japanese Direct Iron Ore Smelting (DIOS) process (Figure 2). The DIOS process produces molten iron from coal and previously melted ores. In this process, coal and other ores can produce enough heat to melt ore, replacing coke completely (USEPA, 1995). In addition to reducing coke use, the DIOS process could cut the costs of molten iron production by about 10%, reduce emissions of carbon dioxide by 5 - 10% and increase flexibility by improving the starting and stopping capabilities of the steel mill (Furukawa, 1994). However, the DIOS process remain very expensive and requires extensive process modification. In 1995, this method was still being tested and economic feasibility will be determined from those tests. The HISmelt process, named after the HISmelt Corporation of Australia, is another cokeless iron melting process being tested. In this process, ore fines and coal are manipulated to melt iron ore. In 1993, the process could produce eight tons of iron ore per hour using ore directly in the smelter. Process modifications are expected to increase the efficiency to 14 tons per hour. Commercial feasibility studies were performed in 1995. Midrex is expected to be the U.S. distributor of the process. A final cokeless iron melting process is the Corex or Cipcor Process. This process also manipulates coke to produce the heat required to melt iron. A Corex plant is operational in South Africa. Posco of Korea has a Corex plant operating at 70% capacity in 1996 and is expected to continue progress (Ritt, 1996). India is also expected to build a plant in 1997. The process integrates coal desulfurization, has flexible coal-type requirements, and generates excess electricity that can be sold to power grids (USEPA, 1995). Further testing is being conducted to determine actual commercial feasibility in the U.S. Figure 2. The DIOS Process (Furukawa, 1994) Iron Carbide Steel Production PlantsIron carbide production plants can be an alternative to the Basic Oxide Furnace. These plants use iron carbide, an iron ore that contains 6% carbon rather than 1.5-1.8% of regular iron ore . The additional carbon ignites in the presence of oxygen and contributes heat to the iron melting process, reducing energy requirements (Ritt, 1996). While these types of plants do not reduce pollution on site, they do reduce the electricity requirement for steel production, reducing polution from the power plant. Pollution Sources and Prevention in IronmakingSlag, the limestone and iron ore impurities collected at the top of the molten iron, make up the largest portion of ironmaking by-products. Sulfur dioxide and hydrogen sulfide are volatized and captured in air emissions control equipment and the residual slag is sold to the construction industry. While this is not a pollution prevention technique, the solid waste does not reach landfills. Blast furnace flue gas is also generated during ironmaking. This gas is cleaned to remove particulates and other compounds, allowing it to be reused as heat for coke furnaces or other processes. Cleaning gas for reuse can produce some air pollution control dust and water treatment plant sludge, depending on the method used. The dust can be reused in sintering processes or landfilled. Pollution Sources and Prevention in the BOFSlag is a major component of the waste produced in BOFs. Because of its composition, this slag, unlike that from the blast furnace, is best used as an additive in the sintering process. As its metallic content is lower, it does not make a good raw material for the construction industry. Hot gases are also produced by the BOF. Furnaces are equipped with air pollution control equipment that contains and cools the gas. The gas is quenched and cooled using water and cleaned of suspended solids and metals. This process produces air pollution control dust and water treatment plant sludge. Steel Production from Scrap MetalsSteelmaking from scrap metals involves melting scrap metal, removing impurities and casting it into the desired shapes. Electric arc furnaces (EAF) are often used (Figure 1). The EAFs melt scrap metal in the presence of electric energy and oxygen. The process does not require the three step refinement as needed to produce steel from ore. Production of steel from scrap can also be economical on a much smaller scale. Frequently mills producing steel with EAF technology are called mini-mills. Pollution Sources and Material RecoveryGaseous emissions and metal dust are the most prominent sources of waste from electric arc furnaces. Gaseous emissions are collected and cleaned, producing EAF dust or sludge. The remaining gas contains small quantities of nitrogen oxide and ozone and is usually released. The EAF dust or sludge composition varies depending on the type of steel being manufactured. Common components include iron and iron oxides, flux, zinc, chromium, nickel oxide and other metals used for alloys. If the dust or sludge contains lead or cadmium, it is listed as a hazardous waste (RCRA K061) (USEPA, 1995). In 1996, 500kg of EAF dust were produced for each tonn (UK weight measurements) of crude steel production. In the United Kingdom, 70% of that dust is sold to other companies, 20% is recycled in-plant and 10% is landfilled. Although it is a relatively small proportion of the total volume of waste, the landfilled EAF dust amounts to 50 kg per tonne of crude steel produced (Strohmeier, 1996). Recycling and recovery of EAF dust can be difficult because of the alkalinity and heavy metal (zinc and lead) content. The dust can be landfilled, but, because of the fine nature, it may leach into ground water. Several processes have been developed to recover the zinc, lead and other heavy metals from EAF dust. Although not pollution prevention, metal recovery is almost always profitable if the zinc content of the dust is 15 - 20% of the total volume. It can be marginally profitable with lower levels of zinc. Other metals such as chromium and nickel can also be reclaimed and sold. After the heavy metals have been removed, the dust is composed primarily of iron and iron oxides and may be remelted. If the metal content is sufficient, the dust can be reused in the blast furnaces. If it is not sufficient, the dust can be sold to other industries for use as raw materials in bricks, cement, sandblasting or fertilizers. Energy Optimizing Furnaces (EOF)EOF was developed to replace the electric arc and other steelmaking furnaces. The EOF is an oxygen steelmaking process. Carbon and oxygen react to preheat scrap metal, hot metal and/or pig iron. These furnaces reduce capital and conversion costs, energy consumption and environmental pollution, while increasing input flexibility (Chattergee, 1995). Steel Forming and FinishingAfter the molten metal is released from either the BOF, EAF or EOV, it must be formed into its final shape and finished to prevent corrosion. Traditionally, steel was poured into convenient shapes called ingots and stored until further shaping was needed. Current practices favor continuous casting methods, where the steel is poured directly into semi-finished shapes. Continuous casting saves time by reducing the steps required to produce the desired shape. After the steel has cooled in its mold, as further detailed in Chapter 3, continued shaping is done with hot or cold forming. Hot forming is used to make slabs, strips, bars or plates from the steel. Heated steel is passed between two rollers until it reaches the desired thickness. Cold forming is used to produce wires, tubes, sheets and strips. In this process the steel is passed between two rollers, without being heated, to reduce the thickness. The steel is then heated in an annealing furnace to improve the ductile properties. Cold rolling is more time consuming, but is used because the products have better mechanical properties, better machinability, and can more easily be manipulated into special sizes and thinner gauges. After rolling is completed, the steel pieces are finished to prevent corrosion and improve properties of the metal. The finishing process is detailed in the Pollution Prevention and the Metal Finishing Industry manual. Pollution Sources and Prevention from Steel FormingThe primary wastes produced in the metal forming process include contact water, oil, grease, and mill scale. All are collected in holding tanks. The scale settles out and is removed. It can be reused in sintering plants or, if the metal content is sufficient, may be sold as a raw material elsewhere. The remaining liquid leaves the process as waste treatment plant sludge. As the waste results in a small portion of pollution produced by steelmaking, pollution prevention and process modification opportunities are not a priority. ReferencesChatterjee, Amit. "Recent Developments in Ironmaking and Steelmaking." Iron and Steelmaking. 22:2 (1995), pp. 100-104. Frukawa, Tsukasa. "5000 Daily Tons of Direct Iron-Ore Smelting by 2000." New Steel. 10:11 (November, 1994), pp. 36-38. McManus, George, ed. "Replacing Coke With Pulverized Coal." New Steel. 10:6 (June, 1994), pp. 40-42. Ritt, Adam. "DRI comes to the Gulf Coast." New Steel. January, 1996, pp. 54-58. Strohmeier, Gerolf, and John Bonestell. "Steelworks Residues and the Waelz Kiln Treatment of Electric Arc Furnace Dust." Iron and Steel Engineering. April, 1996, pp. 87-90. U.S. Department of Commerce. 1992 Census of Manufacturers — Blast Furnaces, Steel Works and Rolling and Finishing Mills. 1992. USEPA. "Profile of the Iron and Steel Industry." EPA/310-R-95-010, U.S. Environmental Protection Agency. Washington, D.C., September 1995. Annotated BibliographyAndres, A. and J.A. Irabien. "The Influence of Binder / Waste Ratio on Leaching Characteristics of Solidified / Stabilized Steel Foundry Dust." Environmental Technology. 15 (1994), pp. 343-351. This article discusses effective methods for steel dust stabilization. Andres, A., et al. "Long-term Behavior of Toxic Metals in Stabilized Steel Foundry Dust." Journal of Hazardous Waste Materials. 40 (1995): pp. 31-42. This study describes the leaching properties of heavy metals in steel dust. Berry, Brian. "Hoogovens Means Blast Furnaces — And Clean Air." New Steel. December, 1994. pp. 26-30. Pulverized coal injection, particularly in Holland, are discussed. McManus, G.J. "The Direct Approach to Making Iron." Iron Age. July, 1993. pp. 20-23. Direct ironmaking, Corex plants and other alternatives to the BOF are discussed. Mohla, Prem. "New Ductile Iron Process Meets the Challenge of the 1990's Head On." Foundry Management and Technology. 121:4 (April, 1993), pp. 52-56. Discusses alternative production processes to help reduce pollution. Schriefer, John. "Hot Iron Without Coke - And Blast Furnaces." New Steel. August, 1995, pp. 50-52. Corex, direct iron-ore smelting and HISmelt processes are all alternatives to the coke oven and blast furnace. Examples are discussed in this article. Case StudyMetal Recovery from Electric Arc Furnace Dust
|
{kind=link}
{kind=link}