| Overview: |
Diffusion Dialysis recovers certain acids and bases that are lightly
contaminated with metals. Diffusion dialysis units are an alternative for
the conventional industrial wastewater treatment and discharge of strongly
acidic and basic solutions used in metal preparation processes (e.g.,
certain stripping, etching, passivating, and electropolishing processes).
Diffusion Dialysis techniques are generally used to remove metals
contamination from concentrated acid solutions. Common uses include
recycling metal preparation baths composed of sulfuric, nitric, or
hydrochloric acids. A variety of metals can be removed or recovered,
depending on the value of the metal. Some types of metals include zinc,
iron, copper, chromium, nickel and silver.
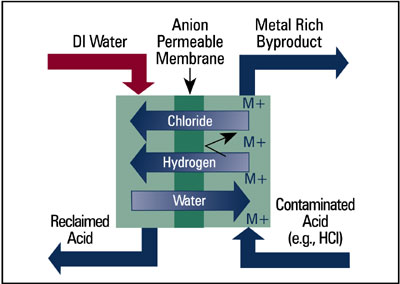
Diffusion Dialysis functions by
passing process fluid through a stack of semipermeable membranes. The unit
housed in the National Defense Center for Environmental Excellence (NDCEE)
Demonstration Facility, Johnstown, Pennsylvania, utilizes an anion
permeable membrane, where the acid anions pass through the membrane to the
recovery, deionized water side of the membrane. The metals remain trapped
on the rejection waste side of the membrane, which had contained the
original process solution. The result of this process is an 80-95 percent
recovery of the initial acid solution (somewhat diluted with deionized
water) and 60-95 percent rejection of the metals.
This technology could be
applied in those applications that are looking to recover mineral acids
from spent plating solutions and other concentrated acid stripping
operations. However, the process has limitations for the metal preparation
solutions that it can handle, which can be addressed by contacting vendors
and application engineers. Diffusion dialysis units are available that
handle flow rates from less than 5 gallons per day up to 1000 gallons per
day.
|
| Compliance Benefit: |
Diffusion Dialysis assists
facilities in reducing the volume of hazardous waste generated by plating
and stripping operations. For instance, the reduction of hazardous waste
helps facilities meet the requirements of waste reduction under RCRA (40
CFR 262). It may also help facilities reduce their generator status and
lessen the amount of regulations (i.e., recordkeeping, reporting,
inspections, transportation, accumulation time, emergency prevention and
preparedness, and emergency response) they are required to comply with
under RCRA (40 CFR 262). In addition, since hazardous plating materials
are reduced, a facility is less likely to meet any of the reporting
thresholds for hazardous substances/chemicals under SARA Title III (40 CFR
300, 355, 370, and 372) and Executive Order 13148. Finally, this
technology may help facilities to meet the waste prevention requirements
of Executive Order 13101.
The compliance benefits listed here are
only meant to be used as general guidelines and are not meant to be
strictly interpreted. Actual compliance benefits will vary depending on
the factors involved, e.g., the amount of workload involved.
|
| Materials
Compatibility: |
No materials compatibility issues were
identified.
|
| Safety and Health: |
Caution must be exercised with the equipment. Proper personal
protective equipment must be worn and other safety practices must be
employed.
Consult your local industrial health specialist, your local health and safety personnel, and the appropriate MSDS prior to implementing this technology.
|
| Benefits: |
-
Reduction of hazardous waste volume and the associated disposal costs
- Metals reclamation and reduction of liability if sludge is recovered by an outside company
- Lower annual cost for chemical makeup and replacement
- Improved production quality and consistent reproducibility of manufactured parts due to control of the metal ion concentration in the anodizing bath solution
- Beneficial to the environment by reducing hazardous waste
- More cost effective than conventional treatment and discharge
- Units sized to fit any application
|
| Disadvantages: |
- Moderately high capital cost
- Impurities in the
recovered acid stream in the magnitude of 5 to 50 percent depending on the
type of acid and metal contaminant makes the value or reuse potential of
the system output difficult to assess
|
| Economic Analysis: |
The following two demonstration sites were selected by the Environmental
Security Technology Certification Program (ESTCP) for demonstration and
cost analysis.
- Tobyhanna Army Depot, Pennsylvania, Copper And Magnesium Bright Dip
Processing
At Tobyhanna Army Depot, two scenarios were initially
considered for deployment of diffusion dialysis. Both employed diffusion
dialysis as a stand-alone batch process so that a single unit could be
used to process both spent bright dips.
- Chromium Stripping Bath
Implementation At Rock Island Arsenal, Illinois
At Rock Island, three
operating scenarios were considered for deployment of diffusion dialysis
on the chrome stripping. All three scenarios used diffusion dialysis in a
continuous mode. The recovered acid was returned directly to the acid tank
while the metal-contaminated depleted acid stream from the diffusion
dialysis unit was sent directly to the on-site Industrial Waste Treatment
Plant (IWTP) for treatment. The difference in the three operating
scenarios was the projected acid recovery and metals rejection of the
diffusion dialysis unit and the desired steady-state concentration of the
metals in the acid bath.
Assumptions:
- An interest rate of 6% and a 10-year life were assumed for all scenarios
- Tobyhanna Army Depot
- The metal-contaminated stream from the diffusion dialysis unit
would be treated in the on-site IWTP.
- The first scenario assumed that the spent bright dip from each process
would be accumulated in separate 55-gallon drums. When at least 50 gallons
of spent bright dip had been accumulated, the contents of the drum would
be processed through the diffusion dialysis unit. The recovered acid
stream would then be accumulated for fresh magnesium bright dip (MBD).
- The second scenario assumed that more spent acid would be accumulated
before reprocessing in the diffusion dialysis unit (to reduce labor costs
and amount of unrecovered acid). In the case of the spent copper bright
dip, it was assumed that after 4 drums of spent acid had been accumulated,
it would be reprocessed. In the case of the spent magnesium bright dip, it
was assumed that two 55-gallon drums of the material would be accumulated
before being reprocessed. These volumes of accumulation were selected
assuming the facility did not have an U.S. Environmental Protection Agency
(EPA) Treatment Storage Disposal Facility permit.
- The service life of
the recovered acid from the spent copper bright dip (CBD) was assumed to
be 58% of that for the fresh CBD. The service life for the recovered acid
from the spent MBD was assumed to be only 45% of that for the fresh MBD.
- Rock Island Arsenal
- The first scenario assumed that the diffusion
dialysis unit would recover 75% of the acid it processed and reject 58% of
the metals. This corresponded to the average performance of the unit
during the entire test period.
- The second and third scenarios assumed
that the unit would recover 90% of the acid and reject 61% of the metals.
This assumption corresponded to the performance of the unit near the end
of the test period that was due to continuous adjustments to the unit
operating parameters as the result of operating results.
- In the first
two scenarios it was further assumed that the concentration of the metals
in the acid bath would be kept at about 50% of the value when the acid is
normally discarded. This concentration level should provide a bath
activity that is equivalent to the average activity of the bath during its
entire lifetime.
- The third scenario relaxed the steady state metals
concentration in the bath to 75% of the value of the spent acid. This
concentration level should provide a bath with roughly 50% of the average
activity of the bath during its lifetime.
Operational Costs:
Table 1. Annual Operating Cost Comparison for Tobyhanna Army Depot
| Cost Category |
Current Operation |
Scenario 1
(Process Spent Acids in 50-55 gal Batches) |
Scenario 2
(Process CBD in 200 gal Batches, MBD in 100 gal Batches) |
| Acid Purchases |
$17,361 |
$10,200 |
$9,144 |
| Utilities |
$0 |
$36 |
$36 |
| Labor |
$5,985 |
$9,495 |
$7,022 |
| Hazardous Waste Disposal |
$3,911 |
$48 |
$48 |
| IWTP Treatment |
$0 |
$287 |
$267 |
| Lab Analysis |
$0 |
$1,656 |
$1,060 |
| Maintenance |
$0 |
$1,889 |
$1,889 |
| Total Operating Costs |
$27,257 |
$23,611 |
$19,466 |
Table 2. Annual Operating Cost Comparison for Rock Island Arsenal
| Cost Category |
Current Operation |
Scenario 1
AR=65%
MR=58%
SSMC=0.5 |
Scenario 2
AR=90%
MR=61%
SSMC=0.5 |
Scenario 3
AR=90%
MR=61%
SSMC=0.75 |
| Acid Purchases |
$2,189 |
$1,831 |
$606 |
$405 |
| Utilities |
$2 |
$139 |
$139 |
$134 |
| Labor |
$1,915 |
$1,915 |
$1,915 |
$1,915 |
| Hazardous Waste Disposal |
$10,000 |
$4,182* |
$4,182* |
$4,182* |
| IWTP Treatment |
$0 |
$716 |
$220 |
$138 |
| Lab Analysis |
$0 |
$224 |
$224 |
$224 |
| Maintenance |
$0 |
$2,528 |
$2,528 |
$2,528 |
| Total Operating Costs |
$14,106 |
$11,538 |
$9,815 |
$9,288 |
Notes: AR=Acid recovery, MR=Metals rejection, SSMC=Steady state metals content of bath relative to spent acid.
*Includes additional sludge production in IWTP and change out of bath every 5 years.
Economic Analysis Summary:
- Tobyhanna Army Depot
- Capital costs = $22,215 (includes $12,215 for equipment, $7,000 for installation, and
$3,000 for start-up)
- Discounted payback period = 7-8 years for scenario
1 and 3-4 years for scenario 2
- Rock Island Arsenal
- Capital costs = $32,215 (includes $28,215 for equipment, $7,000 for installation, and
$3,000 for start-up)
- Discounted payback period = > 10 years for
scenario 1, > 10 years for scenario 2, and 8-9 years for scenario 3
- These cost assessments indicate that implementation of diffusion dialysis
on these operations at their current workloads is only marginally
attractive.
- For both types of spent acid, the current cost of the acid
bath operations must be greater than $20,000 per year for the payback
periods to be less than 2 years.
- The findings suggest that diffusion
dialysis treatment of chrome-stripping solutions may not be cost effective
under any realistic operational circumstances due to the low value of the
recovered hydrochloric acid.
- Applying the technology to relatively low
cost hydrochloric acid streams may be impractical from a cost viewpoint.
|
| NSN/MSDS: |
None identified.
|
| Approving Authority: |
Appropriate authority for making process changes should always be sought prior to procuring or implementing any of the technologies identified herein.
|
| Points
of Contact: |
For more information
|
| Vendors: |
This is not meant to be a
complete list, as there may be other suppliers of this type of
equipment.
Metrohm-Peak, Inc.
12521 Gulf Freeway
Houston, TX 77034
Phone: (281) 484-5000
Fax: (281) 484-5001
E-mail: info@metrohm-peak.com
Sawyer and Smith Corporation
5412 Homegardner Road
Castalia, OH 44824-9420
Phone: (419) 684-7400
Fax: (419) 684-7105
E-mail: sales@distillation.cc
Zero Discharge Technologies
2096 Westover Road
Chicopee, MA 01022-1035
Phone: (413) 593-5477
Fax: (413) 593-1631
E-mail: info@zerodt.com
Aqualogic
30 Divine Street
North Haven, CT 06473
Phone: (203) 248-8959
Fax: (203) 288-4308
E-mail: rheller@aqualogic.com
|
| Related Links: |
None Identified
|
| Sources: |
Concurrent Technologies Corporation, NDCEE Annual Technologies Publication, April 2003.
ESTCP Cost Performance Report: Spent Acid Recovery Using Diffusion
Dialysis, Environmental Security Technology Certification Program,
Department of Defense, September 1999, http://www.estcp.org/documents/techdocs/199705.pdf
(Accessed September 2, 2003).
|
Supplemental: |
Diffusion Dialysis Process
|
