|
Oil & Gas Journal
Carbon Adsorption System Protects LPG
Storage Sphere
Carol A. Gothenquist, Calgon Carbon Corp.,
Richmond, CA
Karen M.Rooker, Chevron U.S.A.Products Co., Richmond, CA
Traditionally, refiners have used carbon
systems to treat amine solutions to prevent problems such as foaming and
chemical or thermal degradation. Foaming and contaminants lead to increased
amine makeup and high operating costs.
With increased focus on safety, however,
refineries are carbon treating their amine solutions for a different reason
- incident prevention.
Chevron U.S.A. Products Co. installed a
carbon adsorption system to protect an LPG storage sphere at its refinery in
Richmond, CA. Vessel damage can result when amine contamination leads to
emulsion formation and consequent amine carryover, thus promoting wet-H2S
cracking.
Process
In Chevron's No. 5 H2S recovery
plant, a mixture of butane and propane containing H2S is
contacted with diethanolamine (DEA) in a liquid-liquid absorber. The
absorber is a countercurrent contactor with three packed beds.
The gas enters the bottom of the contactor
and flows up the column, while the lean DEA enters the top of the contactor
and flows down the column.
After contacting, the rich DEA is routed from
the bottom of the contractor to a rich-DEA flash drum, where hydrocarbons
are removed. The stream then flows to a DEA regenerator.
The sweet gas flows from the top of the
contactor to an overhead receiver. In the receiver, any entrained DEA is
separated from the sweet gas and routed to the rich-DEA flash drum.
The gas flows to an LPG sphere for storage.
Chevron uses some of the sweetened gas as refinery fuel and sells the rest
as LPG.
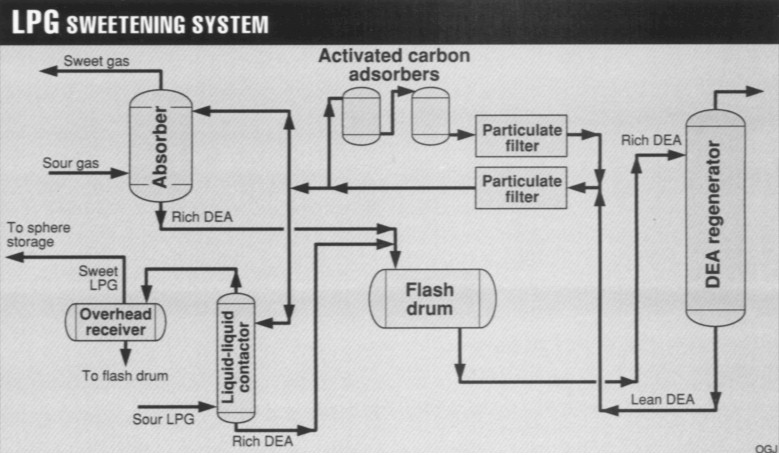
Fig. 1
Problem
Because the sweetening system did not include
a carbon adsorption unit for amine purification, contaminants were building
up in the DEA. The contaminants comprised: treatment chemicals,
hydrocarbons, foam inhibitors, and amine degradation products.
These contaminants cause a DEA-hydrocarbon
emulsion to form in the liquid-liquid contactor. Large quantities of DEA are
carried over into the overhead receiver in this emulsion.
The receiver has a high-level alarm set at
80% of its volume. When the alarm is triggered, an operator must manually
dump the DEA carryover using a blowdown valve.
Because the quantity of DEA carryover was
consistently excessive, as soon as the receiver was dumped, it filled up
again. Thus intervention was necessary almost constantly.
In addition to this problem, the materials of
construction in the LPG storage sphere are sensitive to contaminants. In the
past, when water and DEA were introduced into the sphere, damage resulting
from wet-H2S cracking cost the refiner about $ 750,000 to repair.
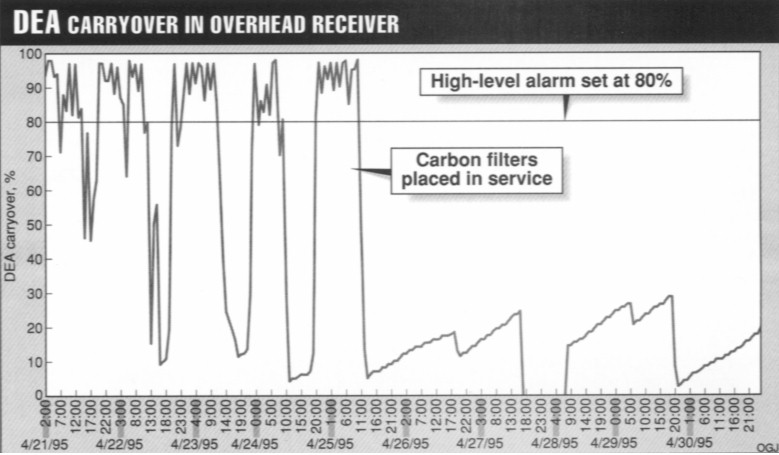
Fig. 2
Solution
Chevron installed a skid-mounted, dual
vessel, carbon adsorption system in the No. 5 H2S plant on a
temporary basis. The unit, a Calgon Carbon Corp. Model 7.5, contains two
adsorbers, each designed to contain 10,000 lb reactivated carbon.
Fig. 1 is a flow diagram of the sweetening
system, with carbon adsorbers.
Cartridge filters upstream and downstream of
the adsorbers remove particulates from the incoming DEA stream and retain
any carbon fines emitted from the adsorbers.
The adsorption system is run in series
operation. When the carbon is spent, it is transferred as a slurry to a
trailer, in which it is shipped to a Calgon reactivation facility. The DEA
color is monitored to determine when carbon reactivation is required.
Chemvron's system treats a 10% slipstream of
the No. 5 plant's DEA at a flow rate of about 100 gpm. The unit operates at
50 psig and 130oF.
The system was brought on-line in April 1995.
Fig. 2 shows carryover levels before and after startup.
As shown in the figure, the carbon adsorption
system eliminated emulsion formation and carryover problems almost
immediately. The system has run smoothly since startup, and significant
storage sphere damage has been avoided.
The Authors
|

|
|
|
Carol A. Gothenquist is a
refinery sales engineer for Calgon Carbon Corp., Richmond, CA, where
she manages, troubleshoots, and monitors carbon systems in refinery
applications. She has a BS in chemical engineering from the University
of Washington. |
Karen M. Rooker is a process
engineer for Chevron U.S.A. Products Co. at the Richmond, CA,
refinery. She has a BS in chemical engineering from California State
Polytechnic University, Pomona, CA.
|
Reprinted from the July 1,
1996 edition of OIL & GAS JOURNAL
Copyright 1996 by PennWell Publishing Company
|