![]()
CALGON CARBON CORPORATION
|
|
|
|
Use of Carbon Adsorption Processes in
Groundwater Treatment
Mark H. Stenzel and William J. Merz, Calgon Carbon Corporation One of the leading treatment technologies
for reduction of organic contaminants in groundwater has become the
adsorption process utilizing granular activated carbon (GAC). INTRODUCTION The chemical process industry (CPI) may need to pump and treat groundwater for two different reasons: either to treat groundwater so it can be used as a resource, or to treat groundwater as part of a remedial activity. The treatment of groundwater so it can be used is becoming more common, as the CPI often faces the same problems as many municipal drinking water utilities in that even deep and heretofore clean aquifers have become contaminated with trace amounts of organic compounds. Removal of these compounds is often necessary before this water can be used. In the removal and treatment of groundwater as part of a remedial activity, the situation may reflect similarities to wastewater treatment, in that a CPI site cannot allow waste chemicals to migrate off-site, as would occur if contaminated groundwaters were allowed to flow untreated beyond the site boundaries. In both categories, the organic contaminants of concern are, for the most part, chlorinated aliphatic and aromatic solvents, commonly referred to as Volatile Organic Contaminants (VOCs). These VOCs have become of primary concern as they have little affinity for soil, and thus rapidly pass through the soil and enter the aquifer. Once in the aquifer, the VOCs can migrate quickly in the groundwater and since they are often resistant to natural degradation, they can persist for long periods of time [1]. Adsorption with granular activated carbon (GAC) is a treatment technology that is now widely accepted for removal of these VOCs from groundwater. The acceptance of GAC adsorption is, in part, based on its long history of effectively removing organic contaminants from water and wastewater. The CIP has used the adsorption process to purify water and a wide variety of products, and has used it as a physical treatment process in wastewater treatment. In evaluating the use of GAC for the treatment of ground waters, either for use or as part of a remedial activity, the investigator needs to properly define the problem and determine the applicability of alternative treatment technologies, including GAC. If GAC is to be evaluated, methods are available to accurately predict the capital and operating cost of applying adsorption treatment. These costs can then be compared to other applicable technologies, so that the most cost-effective solution can be selected. TREATING GROUNDWATER FOR USE In treating groundwater for use, the CPI is faced with many of the same problems as the drinking water industry, where small amounts of VOCs have been detected in potable water aquifers. The EPA, under the 1986 Amendments to the Safe Drinking Water Act (SDWA), is to generate Maximum Contaminant Levels (MCLs) for 83 specific contaminats by 1989. Many of these specific contaminants are VOCs. Limits have already been issued for eight such compounds, Table 1 shows four of these. These compounds are specifically regulated for drinking water. Many of the listed VOCs, which are now being detected in nearly 20% of potable groundwater supplies [2], may be detrimental to processes and products produced by the CPI. Table 1. MAXIMUM CONTAMINANT LEVELS FOR FOUR CONTAMINANTS
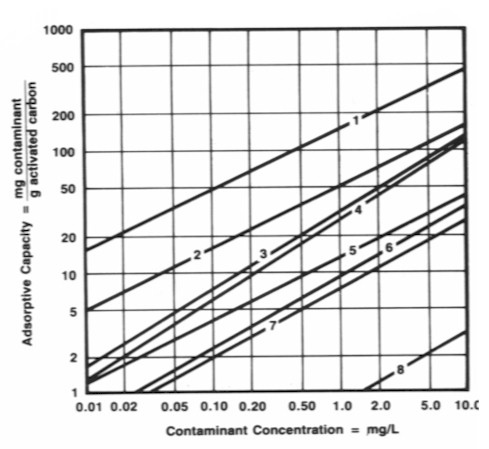
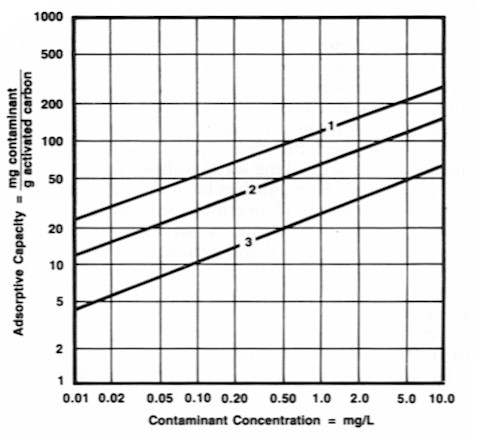
The success of GAC in removing these types of organic contaminants has resulted in the SDWA Amendments stating that other treatment techniques must be at least as effective as GAC in order to be considered as a "Best Available Technology" [3]. Thus, GAC has been established as the benchmark technology, and its use should be considered in any evaluation of technologies for treatment of groundwater. Evaluation Techniques - Adsorption Isotherms A basic evaluation technique for activated carbon is the liquid-phase adsorption isotherm. The adsorption isotherm is a batch test designed to determine the equilibrium relationship between the organic compound(s) in the water, measured as concentration, and the organic compound(s) adsorbed on the activated carbon, expressed as weight of contaminant per unit weight of activated carbon (carbon capacity). Isotherms have long been used as a preliminary evaluation tool for the use of GAC in wastewater treatment. When considering the adsorption of very low levels of VOCs, however, test conditions need to be carefully controlled to prevent the volatilization of the solvents while equilibrium is being obtained. Over the past four years, Calgon Carbon Corporation has generated a family of single component VOC isotherms for use by the water treatment industry. Isotherm conditions were carefully selected so that reliable data points were obtained to better fix the isotherm plot. These conditions included the use of samples with no head space, long contact periods (20 hours) to assure equilibrium, relatively large quantities of powdered GAC to minimize weighing errors, and the use of relatively large concentrations of VOCs to minimize analytical errors [4], [5]. Figure 1 shows the results of single component isotherms for selected chlorinated aliphatic solvents. Figure 2 shows results of single component isotherms for some aromatic solvents. It is important to note that the testing protocol must be consistent when comparing the relative adsorbability of one compound to another, or when considering the effect of concentration changes. Isotherms are useful in identifying whether activated carbon will be an effective treatment. In fact, when considering GAC treatment, isotherms such as these can be a valuable screening tool. Isotherms will also be useful in determining the effect of decreasing contaminant concentration, especially when used in conjunction with dynamic testing or actual operating results. Prediction of Design and Usage Rates The normal sequence of evaluation would be to follow the batch isotherm test with a dynamic column study to fix system size (contact time) and actual carbon usage rates so that a complete economic analysis can be done. If the contamination problem is simple, however, the isotherm test can be utilized to predict these parameters. Often water drawing from deep aquifers is contaminated with only one or two organic compounds that require removal, and little background contamination from other organic material is present. In this situation, the investigator can have some confidence in determining the system design, using historical column test data to corroborated the estimates.
Calgon Carbon Corporation has conducted many column studies on contaminated potable groundwaters using a rapid small-scale column test [6]. These tests, using a single short column, small size granules, and mathematical modeling, have proven to be effective in predicting dynamic performance that has been shown to be similar to scaled-column studies [7] and actual system operation. The advantage of the rapid test is that the results can be obtained in a much shorter time frame, requiring less sample and less cost for analysis and manpower. These "Accelerated Column Tests" (ACTs) have been used to model the system performance by evaluating contact times and determining carbon usage rates. Table 2 shows the results of ACTs run on actual and synthetic groundwater samples [5]. The actual groundwaters tested had low background organic contamination (<0.5 ppm TOC). These tests show that operating systems with short contact times can obtain 45-55% of the theoretical, or equilibrium, capacity of GAC at the time of "Break-through," which is when the VOC first appears in the effluent. These tests also indicate that these contaminants adsorb in a relatively short adsorption zone, which means that little available adsorptive capacity will remain upon breakthrough. Based upon the historical ACT data, a preliminary system design for removal of one or two VOCs from a "clean" groundwater would include a single-stable adsorber with 12-15 minutes contact time, calculated on an empty-bed basis. A single stage adsorption system will minimize equipment costs, and based on a low GAC usage, will optimize overall treatment costs. The operating GAC usage rate can be estimated at 45-55% of the capacity shown by the isotherm. A column test such as the ACT would be recommended if there where more contaminants present or if there was a substantial amount of background organic matter. In some area of the country, even clean groundwaters may contain up to 8-12 mg/l of background organic matter; reported as TOC, which may adversely affect adsorption of the specific contaminants of interest. An ACT is also recommended if a more accurate prediction of carbon usage, using the actual water to be treated, is deemed necessary. Table 2. ACCELERATED COLUMN TEST STUDIES LOW LEVEL/SINGLE CONTAMINANT CASES
Adsorption System Design and Economics The downflow, fixed-bed adsorber is the simplest and most widely utilized design for groundwater treatment applications. The water enters the top of the adsorber, is equally distributed across the GAC by the packed, flooded-bed design, and is collected by slotted screen collectors across the bed cross-section at the bottom of the vessel. The fixed-bed design can be either of the gravity or pressure type. The pressure type is normally recommended as it will occupy less space because it uses higher surface loading rates (up to 10 gpm/ft2, 0.0068 m/s), and generally, re-pumping of the treated water will not be required. A fixed-bed pressure adsorber is usually an ASME coded carbon steel pressure vessel with a corrosion resistant lining. A single-stage adsorber is often provided with in-bed sampling ports, if the breakthrough of contaminants needs to be anticipated. Typically, 10 ft. (3.048 m) diameter adsorption vessels containing 20,000 lbs (9080 kg) of GAC are used for groundwater treatment service. This size adsorber and GAC quantity has become an accepted standard size, as the spent GAC from a single unit can be transported from the site in a single trailer. The GAC quantity limitation is due to transportation considerations, as the entire quantity of GAC, retained pore water, and adsorbate will weigh approximately 40,000 lbs (18,160 kg). Each of these adsorbers can treat up to 350 gpm (0.022 m3/s) at a contact time of 15 minutes, and an overall system pressure drop in the range of 15 psig (0.1 Mpa). The following example shows how the preliminary economics can be obtained for a groundwater treatment scenario. The assumptions for the groundwater source are:
Based upon the evaluation procedure and information provided, the following preliminary process design can be made:
A single adsorber, complete with process, utility, and carbon transfer piping, and provided with 20,000 lbs (9080 kg) of GAC can be installed on an existing foundation for approximately $ 85,000. A foundation, well pump upgrade (if necessary), tie-ins to the existing system, and project management might result in a total capital expenditure of approximately $ 125,000 for a complete 300 gpm (0.019 m3/s) system. The annualized operating cost is shown in Table 3, which results in a complete treatment cost of approximately 27 cents for each 1,000 gallons treated. This amount assumes that the supplier of the fresh GAC will be capable of removing and safely handling the spent GAC, or possibly reactivating it for reuse. This cost is in general agreement with EPA estimates of 34 cent per 1,000 gallons (3.78 m3), based upon systems below 1 MGD (3785 m3/day) providing 99% removal of TCE at a 500 ppb or less initial concentration [8]. Also, in a survey of similar applications with low contaminant levels and single-stage adsorption, Calgon Carbon estimated treatment costs in the range of 22 to 55 cents per 1,000 gallons (3.78 m3) [9]. Table 3. ADSORPTION SYSTEM ANNUAL COSTS LOW LEVEL/SINGLE CONTAMINANT
TREATING GROUNDWATER FOR REMEDIATION In dealing with remediation activities, the most important factor is that the groundwater is withdrawn at a rate at least sufficient to prevent the migration of the contamination, or preferably, to capture the contamination and eventually remove the contaminants from the site. After establishing the water pumping rate, there are numerous methods of treatment available, depending on site-specific situations. Of primary concern is the degree of treatment required. A checklist for degree of treatment would vary, depending on whether the water will ultimately be sent to a wastewater treatment facility, either in an existing plant or off-site POTW, whether it will be discharged under existing permits, or whether it will be recharged into the aquifer. If discharged to an existing treatment facility, for example, it is likely that point source treatment will be needed to reduce volatile and biological resistant or toxic contaminants. Once the flow, contaminants, and degree of treatment are fully defined, an evaluation of potential treatment processes can be made. For the type of organic compounds prevalent in contaminated groundwaters, especially chlorinated aliphatic and aromatic solvents, adsorption with GAC has proven to be a highly effective treatment. The groundwater withdrawn in remediation projects often contain a complex mix of contaminants. If drawn from a shallow aquifer, the groundwater may also contain other organic compounds, such as natural occurring humic substances. The type of other organic compounds present may influence carbon usage, even though their removal is probably not required. Poorly adsorbed compounds, for instance, will have little effect on usage rates, whereas more strongly adsorbed compounds will competitively adsorb with the contaminants of concern and adversely affect usage rates. For such cases, the isotherm evaluation can only be used as a preliminary screening tool. Published single-components isotherms can establish whether the compounds of interest are amenable to adsorption, and which compounds will likely control the cost-effectiveness of carbon treatment. Isotherms conducted on the specific groundwaters, and perhaps evaluated on a TOC (Total Organic Carbon) basis will show the presence of background organic compounds and will indicate what portion of these can be deemed non-adsorbable. If carbon treatment is viable, however, one needs to use more advanced evaluation to completely fix the performance and economic parameters. Evaluation Techniques - Column Studies If a review of the isotherm data establishes that GAC is a viable treatment technique, a scaled-column study can be conducted to observe the breakthrough characteristics. Based on proper selection of contact times, a carbon usage rate can be established for economic analysis. The isotherm review will also establish the least adsorbable contaminant of interest, so that a column study can be monitored for breakthrough of only that contaminant to simplify the analysis and reduce analytical costs. Although the scaled-column test is the best technique to define GAC system parameters, there can still be physical problems with the handling of water containing volatile contaminants, and the time and expense involved with such a study can be significant. The rapid, small-scale column test, such as the ACT, is often a good means of obtaining dynamic data within a short period of time. Knowledge of the flow rate and influent characteristics is usually sufficient to select a contact time. This information, coupled with the understanding of what will be an economical adsorption system size for the actual site, would help select the contact time ultimately modeled. With the use of an actual field sample, the ACT will take into account actual operating situations; including the mass transfer zones as determined by the kinetics of adsorption and competitive effects of multiple components. The ACT will provide information on usage rates at breakthrough and saturation for the contaminants under consideration, which will be useful in determining system configuration and the degree of treatment for the economic analysis. Table 4 shows the results of a variety of ACT studies conducted by Calgon Carbon on actual groundwater samples. These samples show a cross section of examples that might be expected in remedial activities, such as cleaning groundwater from spills, leaking underground tanks or pipelines, leachates from dump sites, or from normal industrial activity. Before running these studies, it was determined that adsorption was an applicable treatment, but that more information was needed to confirm the system design and carbon usage rates. Table 4. ACCELERATED COLUMN TEST STUDIES GROUNDWATER FROM REMEDIATION SITES (ACTUAL SITE SAMPLES)
Cases 1 and 2 show situations that are relatively simple and exhibit low GAC usage rates; indicating that a single-stage adsorption system would still be the optimum system. Case 1 also indicates that, due to the relatively higher concentration of trichloroethylene, a higher driving force toward equilibrium results in 60% of equilibrium capacity of the isotherm being realized. Case 3 covers a situation in which a poorly adsorbed contaminant is present in the mixture. Combined with other VOCs, the presence of methylene chloride results in a relatively high carbon usage rate, if the methylene chloride is to be removed to non-detectable levels. The designer has several options available in designing an adsorption system for this situation. One option is to add a second stage to the process to allow the first stage to reach saturation, thereby reducing the carbon usage rate by approximately 10%. A second option, depending upon the disposition of the water and the applicable treatment limits, is to allow the methylene chloride to break through the carbon system and remain in the effluent or allow downstream mixing to reduce the concentration. Third, the use of a combination of technologies can be considered for a case like this. Finally, the designer may expect the concentration of the methylene chloride to diminish over time and disregard its effect on the usage rate. For the last two cases, the economic analysis would be based on removal of the remaining VOCs, which, in this example, would be determined by chloroform removal. Cases 4 and 5 both exhibit the benefit in adding a second stage to an adsorption system, especially when working with a mixture of contaminants in the mg/l range. In these cases, a 30-32% decrease in carbon usage rate was realized by allowing the carbon to obtain full utilization for the contaminant. In Case 5, involving aromatic solvents, although benzene is more poorly adsorbed than toluene, both contaminants breakthrough and reach saturation at about the same time due to the much greater concentration of the toluene. In some situations, one contaminant may be present to a much greater extent than the other compounds in a mixture. In certain examples, such as Cases 3 and 4, these contaminants will adsorb preferentially and other contaminants will breakthrough first. In other examples, such as Case 5, the predominant contaminant may breakthrough first. The designer may have to monitor for both the predominant contaminant and the less adsorbable contaminants in order to determine the carbon usage rate. Cases 6 and 7 illustrate the effect of the presence of other organic compounds that need not be controlled by the treatment process. As discussed earlier, the adsorbability of these organic compounds may influence the adsorption of the contaminants of interest. The ACT test should determine the overall effect of such compounds on the usage rate for removal of specific contaminants under consideration. In Case 6, the presence of 150 mg/l TOC increases the carbon use rate for benzene and toluene above that which might have been expected after observing Case 5. In Case 7, a non-volatile contaminant, phenol, is adsorbed to a greater degree than benzene, but it will breakthrough first, due to its higher concentration and solubility. Due to the adsorption of phenol, the capacity of GAC for benzene is adversely affected. For this case, addition of the second stage will improve usage rates for the phenol and benzene. These column studies illustrate some of the design decisions that need to be made when conducting an analysis of GAC treatment. Consideration of a second stage may improve carbon usage and optimize the treatment cost. Knowledge of effluent requirements will determine the proper control point for the adsorption process, and an understanding of impacts of change in influent levels may influence the selection of the treatment process. Adsorption System Design and Economics As a remedial treatment would likely encounter a mix of contaminants or contaminant concentration in the mg/l range, a staged adsorption system design would generally be recommended to minimize carbon usage and optimize treatment costs. Multiple pressure vessel systems, normally two units, will achieve the staged process design. The second unit will continue to adsorb contaminants, while the first stage is allowed to become more or less fully saturated for the contaminants. When the first stage is refilled with fresh GAC, it is then returned to service as the second stage unit. To allow for return of the spent GAC in the same trailer that delivered the fresh GAC, a transfer tank is often used to temporarily hold the spent GAC while the fresh GAC is unloaded into the adsorber. The GAC usage rate will normally determine whether the inclusion of a transfer tank is economically attractive. Activated carbon treatment of groundwater with contaminants in the mg/l range will likely result in higher carbon usage rates and greater contaminant concentrations on the spent carbon. The advantage of carbon adsorption is that these contaminants have been concentrated and can be retained in the carbon granule for transport. If the spent carbon is sent to a thermal reactivation process, the contaminants will be thermally destroyed in the process and the carbon can be reused.
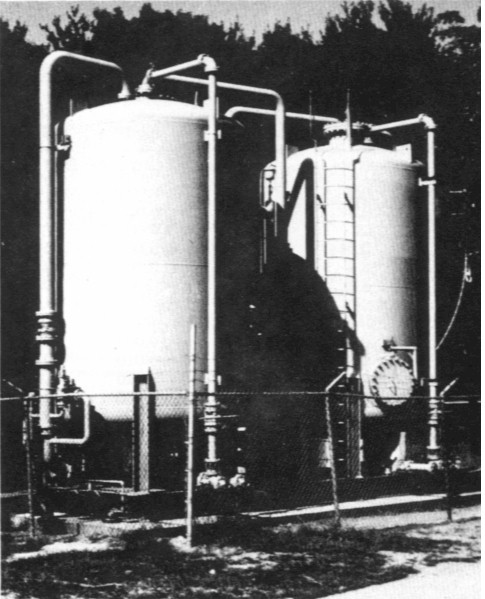
Figure 3. Two-stage adsorption system. This photo illustrates an installed two-stage adsorption system. Each adsorber is a 10 ft. (3.048 m) diameter vessel containing 20,000 lbs. (9080 kg) of granular activated carbon. The system is skid mounted for ease of installation and pipe support. This site treats 350 gpm (0.022 m³/s) for groundwater treatment. Each individual adsorber in the staged system would be similar to the single-stage adsorber described previously, with a piping network utilized to effect the staging procedure. Figure 3 shows a typical two-stage adsorption system using two 10 ft. (3.048 m) diameter adsorbers, each of which contains 20,000 lbs (9080 kg) of granular activated carbon. Table 5. ADSORPTION SYSTEM ANNUAL COSTS REMEDIAL SITE - CASE 5
The following example illustrates an economic analysis, using Case 5 as a basis. Assuming that benzene, toluene, and xylene are to be reduced to non-detectable levels, a two-stage system is selected to assure both the achievement of this effluent level and to minimize GAC usage. The following process design was selected:
It is assumed for this example that the carbon usage rate from the column study is obtainable at shorter contact times. The capital cost for the two-stage system, with transfer tank, i predicted to be $ 350,000, utilizing the same assumptions as for the single-stage system. The breakdown of the annualized operating cost is shown in Table 5 which results in a treatment cost of approximately $ 2.47 per 1,000 gallons (3.785 m3) treated. The largest portion of this operating cost is due to the on-going cost of GAC. Any reduction in influent concentration will be directly reflected in savings in carbon cost. In the survey cited earlier [9], Calgon Carbon estimated costs in the range of 48 cent to $ 2.52 per 1,000 gallons (3.785 m3) treated for similar situations, using two-stage adsorption systems and recycling the activated carbon via thermal reactivation. The choice on how to handle the spent carbon is an important decision in any application of carbon adsorption, but particularly so in remedial treatment, where carbon usage is higher. Reactivation offers a number of advantages over disposal, including lower cost in most cases, plus the assurance that reactivation, if properly done, will destroy the adsorbed contaminants in the process and remove them from the environment. While reactivation can theoretically be performed on-site, most of these types of projects will have too low a carbon usage to justify on-site reactivation, and reactivation will be performed off-site by a company offering reactivation services. Spent carbons from remediation projects, in particular, will often be considered a hazardous waste under the RCRA regulations. If the spent carbon is manifested as a hazardous waste, it is important that the company accepting the spent carbon have all requisite RCRA and other permits, and that the facility affords protection against occurrence of environmental incidents. it is also in the generators interest that the provider of reactivation services have the necessary insurance coverages and resources to properly indemnify the generator of the spent carbon against a potential liability for improper carbon handling. Computer
generated isotherms from adsorption theory;
Figure 4. Vapor phase isotherms. Pretreatment for Carbon Adsorption Systems At times, groundwaters from remedial activities may be complex in nature and multiple treatment steps may be required, of which carbon adsorption may be an integral part to remove specific organic contaminants to non-detectable levels. If the pre-treatment system to the GAC adsorption system includes precipitation of settling steps for metals or suspended solids removal, it is recommended that filtration be included in the design. While granular carbon itself is an excellent filtration medium, it may develop high-pressure drop faster than a unit process designed for more in-depth filtration. Also, pressure filters often utilize smaller diameter units operating at higher surface loading rates and, thus, required less backwash water. If a carbon unit is operating alone as a treatment step, however, it is recommended to include a backwash or backflush capability so that the unit can be kept in operation for the full life of the GAC. Another step that may precede adsorption is air stripping for removal of the most volatile contaminants. In many cases, the air stripping process can remove the bulk of the VOC's ahead of the adsorption unit, greatly reducing the carbon usage rate needed to remove the overall VOCs to non-detectable levels. This approach could, for example, be considered for the methylene chloride case (Case 3) previously discussed. If an air stripper system is considered, all of the operating expenses for an air stripper need to be taken into account. These expenses include downtime for cleaning and disposal of cleaning chemicals used for controlling scaling and fouling, and repumping the effluent. Possible influent variation, change in contaminant mix, effect of non-volatile contaminants, and potential requirements for off-gas treatment may result in the air stripper not reaching treatment objectives, and added expense for design changes or additional treatment. For relatively clean groundwaters, it may be more economical to remove the VOCs by air stripping and use adsorption with GAC to remove them from the air stream, as vapor phase GAC has more capacity for organic contaminants adsorbed from air than liquid phase GAC has for the same contaminant in water. ADSORPTION OF CONTAMINANTS FROM AIR SOURCES Two aeration techniques that are finding acceptance in removing VOCs at remedial sites are air stripping for removing VOCs from groundwater, and in-situ soil air stripping that removes VOCs from the unsaturated zone above the water table. In both cases, VOCs are transferred to a vapor stream that may require treatment to remove the contaminants before they are released to the environment. Carbon Adsorption is widely used in this application, as it has for many years been a well-established technology for removing organic compounds from vapor sources, such as solvent recovery operations in industry and odor control in wastewater treatment. Evaluation Techniques - Adsorption Isotherms As with the liquid phase evaluation, the vapor-phase adsorption isotherm is the basic evaluation technique for removal of organic contaminants from air. The compilation of single component isotherms in Figure 4 show the greater capacity for the contaminants in the vapor phase. This phenomena is partly explained by the structure of the vapor phase carbons compared to the liquid phase carbons, and partly due to the behavior of the solvents in their vapor state. In general, preliminary vapor phase carbon usage can be predicted by adding the carbon usage generated by each individual contaminant, as competitive adsorption effects are less of a concern in the vapor phase than in the liquid phase. The isotherm prediction assumes relatively low moisture in the vapor, as high moisture (greater than 50% RH) can cause the GAC pores to fill with water and adversely affect the predicted vapor phase capacity. Design of Vapor Phase Adsorption Systems The choice of vapor-phase adsorption systems is usually between one of two basic processes: regenerable and non-regenerable adsorption systems. The choice between the two systems is based on economics, with particular consideration given to the expected life of the remedial project. In in-situ soil-stripping processes, for example, the initial organic loading may be high, but then it often falls off rapidly in an asymptotic manner [10], so that the design of choice is nearly always a non-regenerable type when the project life is taken into consideration. For air stripper systems, however, a regenerable system may be more economical than one in which the carbon is replaced and disposed of on a frequent basis. In a non-regenerable system, the contaminated air is passed through the adsorption system and discharged. If the contaminated air is from an air stripper, the air may be heated by approximately 25-30oF (14-17oC) to reduce the humidity to less than 50%, thus providing for greater adsorptive capacity by minimizing the tendency for water vapor to condense and fill the pores of the GAC. The capital cost for a non-regenerable system is generally low, as adsorbers and duct are often constructed of FRP. The size of the vessel is determined by two factors. The vessel diameter is determined by the air flow rate, often in the range of 40-80 fpm (0.2-0.4 m/s) face velocity and the bed depth of GAC, normally 3 to 5 ft. (0.9-1.5 m) depth, depending upon the frequency of exchange required. Vapor-phase adsorption occurs in a very short depth of the bed, so relatively short bed depths can be employed, as compared to the deeper bed depths normally used in liquid phase systems. The equipment cost of a vapor phase adsorption system is approximately equal to the equipment cost of the air stripping equipment it is associated with. The cost of carbon on a per pound basis may be two to three times that of liquid phase GAC, as the price for vapor phase carbon is higher, and spent carbon handling costs may be higher due to the higher contaminant loadings obtained in the vapor phase. In a regenerable vapor-phase adsorption system, the GAC can be regenerated in place. The regeneration of GAC in vapor-phase service requires less severe conditions than that required for regeneration of liquid phase carbons since there is a low level of moisture in the carbon particle. Also, the adsorbed organic compounds are volatile to begin with and are more easily desorbed from the carbon surface. Liquid-phase systems also will tend to adsorb many non-volatile compounds and other organic compounds that are not easily desorbed. The use of regenerable systems becomes economical when the carbon exhaustion rate is high, and the amount invested in regenerable systems is offset by the savings in the cost of purchasing replacement GAC. The steam regenerable system, as is often used in solvent recovery operations, is the most common type of regenerable system. In this process, contaminated air is passed through one of two carbon adsorbers and then discharged. While one adsorber is on line, the second is regenerated by heating the GAC to about 220oF (105oC) with steam. The steam carrying the desorbed organic contaminants is then cooled in a condenser, and the condensate is collected for disposal. The capacity of GAC for the contaminants in a steam regenerable system is often less than for fresh GAC. This working capacity of th GAC is determined by the type of contaminants being desorbed and the degree of removal required. In many cases, this working capacity may be less than 20% of the capacity of fresh GAC due to retention of adsorbed contaminants in the small carbon pores. There are newer processes available that can be used when a more complete regeneration is desirable. A more complete removal of adsorbed contaminants can be effected using a hot inert gas. nominally at 350oF (175oC), for in-place regeneration. This hot gas regeneration recovers a greater portion of the working capacity than is obtained with steam regeneration. The organic contaminants desorbed and carried with the hot gas can be removed by cooling or can be oxidized by sending the gas directly to a thermal oxidizer. This type of regenerable system may be especially viable if disposal of condensate from a steam regenerable system becomes a major factor, or if the goal is to obtain complete destruction of contaminants at the site [11]. CONCLUSION The need to remove organic contaminants from groundwater; either to insure safety of the groundwater resource or to remediate an underground wastewater problem, has become a widespread concern of the CPI. Adsorption with granular activated carbon is a widely accepted technology for removal of these contaminants, and normally should be an integral part of an investigation of treatment alternatives. Both a historical data base for screening the applicability of GAC and evaluative techniques to determine the economics of treatment exist to establish the cost effectiveness of adsorption. The procedure presented here will hopefully be helpful as a point of reference to evaluate other treatment technologies and as a planning technique for the employment of activated carbon adsorption. LITERATURE CITED 1.
Love, O. T., Jr. and R. G. Eilers, J.Am. Water Wks. Assoc., 74, No. 8
(August, 1982).
Reprinted from ENVIRONMENTAL PROGRESS, November 1989 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||