


|
This case study was prepared by the China Canada Cooperation Project in Cleaner Production |
Progress in Cleaner
Production
at a Chlor-Alkali/PVC Plant in Zhejiang
Province
Presented at the CHLORE-ALKALI / PVC
WORKSHOP
Hangzhou, Zhejiang Province, P.R. China
March
2002
BY: Chen
Ping (1), Li Jian Hua (2), M. Pineau (3)
(1) SINOPEC, Beijing Research Institute of Chemical Industry,
Beijing, P.R. China
(2) Zhejiang Juhua Co. Ltd., Electrochemistry
Plant, Quzhou, Zhejiang Province, P.R. China
(3) SNC-Lavalin
Inc., Montreal, Quebec, Canada, H2Z 1Z3
ABSTRACT
Over the last 2 years, the Chlor-Alkali/PVC plant of the Juhua Chemical Group in Quzhou, Zhejiang Province, has entered an intensive Cleaner Production (CP) program. This CP program is a joint effort by SETC (State Economic and Trade Commission), the Management of the Chlor-Alkali/PVC plant and CIDA (Canadian International Development Agency).
Numerous CP activities have been completed at this plant so far. These include: CP audit, training, fieldwork for data acquisition, and engineering for the development and the implementation of CP solutions. After two years of work, seven (7) major CP solutions have already been implemented; two (2) more are expected to follow this year.
This paper will focus on one (1) specific CP measure among those which were successfully implemented at this plant. This particular CP measure relates to the control of fugitive air emissions in the PVC areas of the plant.
Fugitive air emissions in chemical and petrochemical operations have raised serious environmental and health and safety concerns in Western countries over the past recent years. New regulations and standards for fugitive emissions have been passed in these countries. Similar regulations are expected to be soon adopted in China. For this reason, the Juhua Group Chlor-Alkali/PVC plant was interested in experiencing the methods and techniques for identifying, measuring and reducing fugitive emissions.
This paper will first present the definition of fugitive air emissions. Examples of regulations addressing the control of this type of emissions in Western countries will then be given. Field measurement work which was carried out at the Juhua plant will be described, including field equipment, method of execution and the results before and after the corrective measures.
Introduction
This paper is presented under the China-Canada Cooperation Project in Cleaner Production.
This Cooperation Project was set-up by the State Economic and Trade Commission (SETC) of the People's Republic of China (PRC) and the Canadian International Development Agency (CIDA). The project started five years ago, in 1997. Over the last five years, this project has driven intensive Cleaner Production work in four industrial sectors of China. These were: (1) fertilizer-ammonia/urea, (2) pulp and paper, (3) brewery, and (4) chlor-alkali/PVC.
In each of these sectors, a demonstration plant was selected by SETC in order to undertake the development and the implementation of Cleaner Production measures. The four demonstration plants were to serve as a reference for other similar enterprises to engage themselves into a Cleaner Production Program.
The present paper deals with the chlor-alkali/PVC sector of the project and it reports on one specific example of the Cleaner Production work (CP work) which was carried out at the selected demonstration plant. The demonstration plant was the chlor-alkali/PVC unit of the Zhejiang Juhua Group in Quzhou, Zhejiang Province. The specific example of CP work to be presented by this paper is the detection and the reduction of fugitive air emissions.
The paper has been structured as follows: (1) what is the definition of fugitive emissions; (2) what are the environmental regulatory requirements for the control of fugitive emissions in North America; (3) what are the nature and sources of fugitive emissions in the PVC manufacturing process; (4) what is the technique to detect fugitive emissions; (5) what are the results obtained at the demonstration plant for reducing these emissions.
What is the Definition of Fugitive Emissions
In North American environmental regulations, fugitive emissions are defined as leaks of Volatile Organic Compounds (VOC) from valves, flanges, pumps, compressors, pressure relief valves and from various other piping components of chemical and of petrochemical industrial processes (Siegell, 1998).
In most cases, the leaks of VOCs from one single piping or equipment component (example a pump) are very small when considered individually. However, there is such a large number of components in a chemical plant, that the sum of all leaks from all the equipment and piping components may account for the largest source of VOCs emitted by the plant.
The Volatile Organic Compounds (VOCs) which are emitted by equipment leaks are listed in the Hazardous Air Pollutants list of the US Clean Air Act Amendment of 1990.
This list includes 189 hazardous air pollutants, out of which 142 are VOCs. Typical examples of VOCs in this list are benzene, toluene, xylene, butadiene, chlorinated hydrocarbons. The list identifies 142 of such VOCs. It is clear that equipment leaks in a specific chemical process do not emit all of the 142 VOCs. The nature of the fugitive emissions depends on each of the specific chemical and petrochemical processes.
In the present case study, namely the PVC manufacturing process, it is known that the fugitive emissions (VOCs) of concern are the leaks of acetylene gas and of VCM (vinyl chloride monomer) gas.
North American Regulation Applying to Fugitive Emissions
In the US, fugitive emissions from equipment leaks have been regulated since the early 80's at both federal and state levels. In 1991 however, a completely revised equipment leaks regulation was adopted by the US Congress (Colyer and Meyer, 1991). The new equipment leaks regulation sets specific standards for different sources of fugitive emissions: standards for valves; standards for pumps; standards for compressors; standards for connectors, where connectors refer to all flanges, screwed or other joined fittings used to connect two pipes or to connect a pipe with a piece of equipment (Colyer and Meyer, 1991). For each category (pumps, valves, connectors, etc.), the standards for fugitive emissions are implemented in stages over different periods of time depending on the specific category. Each of the implementation stages specified by the regulation requires the Enterprises to carry out a Leak Detection And Repair (LDAR) program in order to satisfy the emission standard of a specific implementation stage.
In order to illustrate the complexity of this regulation, Figure 1 below shows the valve standard and its implementation stages.
|
Figure 1 |
 |
| Source: Colyer and Meyer, 1991. |
Sources and Nature of Fugitive Emissions in the PVC Process
It is first important to specify that the selected Enterprise for the China-Canada Cleaner Production Project has a carbide-based PVC technology which is the dominant process for PVC manufacturing in China (Industrial Yearbook, 1998).
In this process, the fugitive emissions are primary leaks of acetylene gas and of vinyl chloride monomer (VCM) gas. As in the case of most chemical plants, these leaks take place at valves, pumps, compressors, pipe flanges and at the covers of pressure vessels. Figure 2 shows a process equipment of the selected enterprise.
|
Figure 2 |
|
|
|
(please click image to view in larger scale) |
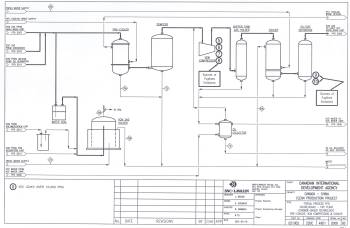
The points numbers 5, 6, 7 and 8 in Figure 2 correspond to leaks from the flanges of VCM compressors; points numbers 9 and 10 in Figure 2 correspond to leaks from the seals of the bottom cover of the VCM oil/gas separator. These points are just few examples of specific potential sources of fugitive emissions.
A total of 872 points were surveyed as part of the CP work program carried out at this Enterprise (see below).
Method and Equipment for the Detection of Leaks
Field Equipment
At the selected Chinese chlor-alkali/PVC plant, the first step of the work for reducing fugitive emissions was to purchase a leak detector as per the accepted specifications for this type of field instrument (Siegell, 1998). Following purchasing of the leak detector, a 2-day training program was conducted with the technical staff of the Enterprise. The training covered a wide range of topics: calibration of the detector; maintenance of the detector; how to use the detector for detecting leaks at various types of process equipment; interpretation of readings, etc.
The type of instrument which was purchased is an "ionization detector". This is the most popular type of analyzer currently in use for measuring fugitive emissions. It operates by ionizing the gas sample and measuring the charge (i.e. number of ions) produced (Siegell, 1998). Either flame ionization detector ultraviolet photo ionization detector are available on the market.
The photograph below shows the Cleaner Production Team working with a flame ionization detector. The Team is checking for emissions of VCM from various valves and pumps.
|
Photo
1 |
 |
Field Method
Once the instrument was bought and the training completed, the second step was to do the planning of the field work. The method which was followed is similar to the USEPA Method 21 (Code of Federal Regulations, Title 40, Part 60, Appendix A - Test Methods). This is the current regulatory accepted method for monitoring of fugitive emissions in the United States (Siegell, 1998).
The key aspect in this method is to determine the routing of the work path. This means to establish a clear and systematic itinerary within the process plant to survey the hundreds of points (valves, pumps, connector, etc.) with potential for leaks. The team stops at each of the points, checks for losses of gas using the leak detectors, records the readings, and moves to the next point as per the pre-established work path.
The essential tools for preparing the work paths are the Process Flow Diagrams (PFDs). One example of PFD was given already by Figure 2.
At the selected Enterprise, six (6) work paths were defined using the PFDs. The six work paths included 872 points to be checked for leaks.
Table 1 below summarizes the results of the leak detection survey for the 872 points. Out of the 872 points, only 22 points were found to have leaks above 10,000 ppm (v/v), as defined by the Phase I standard for fugitive emissions (see Figure 1). Therefore, based on the US regulation Phase I standard, only 2.7% of the 872 points are classified as leaks.
|
Table
1 | ||||||
| Equipment type | Number of Points | Estimated | Monitored | No Leaks | Leaks (1) | Emission (Kg/y) |
| Agitators | 1 | 0 | 1 (100%) | 1 | 0 | 0 |
| Compressors | 4 | 1 | 3 (75%) | 2 | 1 (33.33%) | 56.7 |
| Flanges | 662 | 48 | 614 (92.7%) | 604 | 10 (1.63%) | 518.8 |
| Open ended lines | 23 | 2 | 21 (91.3%) | 21 | 0 (0%) | 5.2 |
| Pumps | 3 | 1 | 2 (66.7%) | 2 | 0 (0%) | 8.1 |
| Valves | 179 | 11 | 168 (93.9%) | 157 | 11 (6.55%) | 313.6 |
| Total | 872 (2) | 63 (4) | 809 (92.8%) (3) | 787 | 22 (2.72%) | 902.4 kg/y (5) |
| (1) Level for leaks: 10,000
ppm. (2) Total number of points in the database: 872 pts. (3) Total number of monitored points: 809 pts. This represents 92.8% of the points included in the database. (4) Total number of estimated points: 63 pts. Those 63 pts are existing, but are considered either inaccessible or unsafe to measure. They are estimated for their emissions, based on averaging of field measurements for a number of similar sources. (5) Those emissions represents only the points included in the database; computer processing of the results allow to get the total estimated emissions for the plant. |
Results and Benefits
Following the leak detection survey (see Table 1), the Enterprise immediately took action to repair the 22 leaks which were above the Phase I standard of 10,000 ppm (v/v).
Table 2 shows the list of the 22 leaks, the concentration of fugitive emissions before and after repairs.
As seen from Table 2, the repair program has resulted in considerable improvement. All fugitive emissions were reduced from greater than 10,000 ppm (v/v) down to less than 500 ppm (v/v), which is even lower than the Phase II standard (see Figure 1).
The major benefit from this work is with health and safety. By eliminating the major sources of fugitive emissions, the Enterprise took a major step for reducing the exposure of the workers to high concentrations of hazardous air pollutants.
|
Table
2 | ||||
| Leak Point N° |
Description of the leak point | PFD N° | Before Repair ppm (v/v) |
After Repair ppm (v/v) |
| 1 | Flange top cover of VCM reactor first stage | 49D1-2006 | 14020 | 174 |
| 2 | Flange top cover of VCM reactor first stage | 49D1-2006 | 11574 | 53 |
| 3 | Flange top cover of VCM reactor first stage | 49D1-2006 | 17308 | 96 |
| 4 | Flange bottom of VCM reactor first stage | 49D1-2006 | 22944 | < 5 |
| 5 | VCM compressor | 49D1-2008 | 11566 | 650 |
| 6 | Flange at VCM compressor | 49D1-2008 | 84307 | 25 |
| 7 | Flange at VCM compressor | 49D1-2008 | 11114 | 24 |
| 8 | Flange outlet of VCM compressor | 49D1-2008 | 11198 | 23 |
| 9 | Manhole on VCM compressors separator | 49D1-2008 | 40354 | < 5 |
| 10 | Flange on VCM compressors separator | 49D1-2008 | 14876 | 8 |
| 11 | Valve at distillation section (floor 6) | 49D1-2009 | 14391 | < 5 |
| 12 | Valve at distillation section (floor 6) | 49D1-2009 | 32791 | < 5 |
| 13 | Valve at distillation section (floor 6) | 49D1-2009 | 47623 | < 5 |
| 14 | Valve at distillation section (floor 6) | 49D1-2009 | 10472 | < 5 |
| 15 | Valve at distillation section (floor 6) | 49D1-2009 | 99999 | 1354 |
| 16 | Control valve at distillation section (floor 3) | 49D1-2010 | 99999 | 426 |
| 17 | 1st valve on top of VCM storage drum (next to VCM pumps) | 49D1-2010 | 11021 | 5 |
| 18 | Flange on top of VCM storage drum (next to VCM pumps) | 49D1-2010 | 22362 | 19 |
| 19 | 2nd valve on top of VCM storage drum (3rd drum from VCM pumps) | 49D1-2010 | 74973 | 312 |
| 20 | 2nd valve on top of VCM storage drum (2nd drum from VCM pumps) | 49D1-2010 | 99999 | 10 |
| 21 | 2nd valve on top of VCM storage drum (next to VCM pumps) | 49D1-2010 | 10143 | 655 |
| 22 | By-pass on control valve at VCM measuring tank | 49D1-2012 | 79,000 | < 5 |
Conclusion
A Cleaner Production program was carried out at a chlor-alkali/PVC plant in China. Many CP measures were developed and implemented at this facility. One of them was specifically aimed at reducing fugitive emissions. The work consisted in detecting and repairing leaks exhibiting emissions greater than 10,000 ppm (v/v).
A recent study by the American Petroleum Institute (API) indicates that focus on major leaks, that is leaks > 10,000 ppm, is a good strategy for fugitive emissions reduction (Taback et al., 2000). The API study found that up to 84% of the total mass of fugitive emissions can be attributed to leaks greater than 10,000 ppm (v/v).
By acquiring a leak detector device, and by implementing a Leak Detection and Repair program which focuses on leaks greater than 10,000 ppm (v/v), Chinese Enterprise of the chemical and petrochemical sectors can achieve considerable improvements in reducing exposure of workers to fugitive emissions of hazardous air pollutants.
References
China-Canada Cooperation Project in Cleaner Production (2000). Preliminary List of CP Solutions for the Chlor-Alkali/PVC Plant. Engineering Report by the Canadian Executing Agency. October 2000. Report N° 021002-WBS-230C. Not published.
Colyer, R.S. and Meyer, J. (1991). Understand the Regulations Governing Equipment Leaks. In: Chemical Engineering Progress, American Institute of Chemical Engineers. August 1991, pp. 22-30.
Siegell, J.H. (1998). Monitor Your Fugitive Emissions Correctly. In: Chemical Engineering Progress, American Institute of Chemical Engineers. November 1998, pp. 33-38.
Taback, H.J.; Siegell, J.H.; Martino, P. and Ritter, K.C. (2000). Focus on Largest Leakers is Best Strategy for Fugitive Emissions Reduction. In: Oil & Gas Journal. May 2000, pp. 80-83.
©SETC 2000-2002