Glen Muir, Graco Inc.
Glen_L_Muir@grace.com
Brian
Gedlinske, IWRC
Coatings used today differ significantly from those used ten years ago. The equipment designed for applying them, however, has changed relatively little. Therefore, we need to be smarter about the way we handle and apply high performance coatings. After a coating has been selected or specified, it's important to determine the optimum method to apply it. It's also important to realize the advantages and limitations of the equipment used in spray finishing. The purpose of this article is to identify the logical flow of decision-making criteria to be used when selecting application equipment for your spray finishing process.
Although a number of factors likely enter the decision-making process when selecting application equipment, the most important questions to be answered are:
It's also important to remember that an answer to one or more of the above questions may conflict with another. For example, a High Volume - Low Pressure (HVLP) spray gun might satisfy regulatory compliance concerns but may not be compatible with the paint sprayed.
Spray Finishing Equipment and Atomization
Understanding the basics behind the various application
technologies is key to selecting the appropriate equipment,
maximizing its performance and realizing its limitations. Spray
finishing equipment most often used by industry may be categorized
by the manner in which it atomizes the coating (i.e., breaks up the
paint into droplets). These categories include air atomization and
hydraulic atomization.
Air Atomization. As the name implies, air atomization or airspray equipment uses air energy (typically compressed air) to atomize the fluid. Equipment in this category includes HVLP and conventional airspray guns. Optimal use of airspray equipment is a function of fluid delivery rates and atomizing air pressure settings. When set up properly, airspray guns should be operated at the lowest fluid pressure needed to maintain a flow rate suitable for production. Setting the fluid delivery rate may require some experimentation with fluid pressure and alternative nozzle sizes (see the article Benefits of Proper Gun Setup in the October 1999 issue of Ahead of the PAC2E). Once the fluid delivery rate is set, use no more atomizing air than what is needed to obtain the desired finish quality. This is the optimal amount of energy required to atomize the coating. Any more than that leads to over-atomization and excessive overspray.
Over-atomization and excessive overspray can occur with any material if too much air pressure is applied. Conventional airspray guns are capable of achieving very high atomizing pressures, a characteristic that often leads to poor adjustment and poor efficiency in the spray booth. Although conventional airspray equipment can be used quite efficiently, the improper setup and operation of this equipment has left it with a poor reputation in regard to transfer efficiency (TE) and overspray.
HVLP spray guns were developed to address the "control" problem associated with conventional airspray equipment. Although HVLP is touted as a very efficient application technology, its limits are often misunderstood. It is important to remember that HVLP is an airspray technology designed to limit the amount of air pressure used to atomize the coating. Therefore, the amount of energy available for atomization is limited.
By definition, the atomizing air pressure at the aircap for HVLP equipment is 10 psi or less while conventional airspray equipment typically exceeds 10 psi. This limitation prevents HVLP spray guns from operating at energy levels associated with conventional airspray. Consequently, over-atomization and overspray problems are reduced and efficiency increases. It's not uncommon to see HVLP spray guns increase the efficiency of an airspray process by 40 to 60 percent. However, to achieve this high level of efficiency with today's high performance coatings, a reduction in fluid delivery rate and/or viscosity may be needed to apply the product and obtain the desired finish quality. These modifications are not always possible.
Hydraulic Atomization Equipment. Another way to impart energy to a system is to put it into the fluid and have it react with the atmosphere to obtain atomization. This method of atomization is used with air-assisted airless and airless application equipment. Developed in the early 40's, this application method was found suitable for applying high viscosity materials and achieving high flow rates.
With hydraulic atomization, fluid is pressurized in a pump to pressures of 300 to 5000 psi. It's then delivered to the applicator via a high-pressure hose. The fluid is then passed through a precision-machined fluid tip equipped with a fine orifice. This fluid tip is the heart of the hydraulic atomization process. Pumping fluid at a high pressure through the small diameter tip orifice causes the fluid to form into a sheet as it projects into the atmosphere. This sheet of fluid then expands and begins to fold in on itself along its leading edge. This oscillation causes the fluid stream to tear itself apart and the fluid becomes atomized.
The velocity of the fluid stream exiting the spray tip determines where it becomes atomized in the atmosphere. The faster the material exits, the greater the reaction with air and the sooner atomization occurs. The velocity of the material exiting the spray gun is a function of fluid pressure and fluid tip selection.
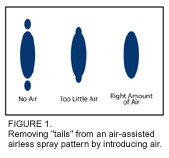
A peculiar phenomenon of airless equipment is that the fluid pressure required for adequate atomization will likely differ from the fluid pressure needed to form a well-developed spray pattern. For example, although an adequate degree of atomization may be achieved at 1,000 psi fluid pressure, the resulting spray pattern may not be usable due to "tails" or "fingers" present in the spray pattern. Consequently, the fluid pressure must be increased to 1,500 psi to remove these "tails" and form a well-defined spray pattern.
This problem was addressed with the introduction of air-assisted airless equipment. Air-assisted airless spray guns use the same type of fluid tip as airless equipment; however, it also introduces some shaping air into the system. The primary purpose of the air is to remove the "tails" from the spray pattern (see Figure 1). As a result, air-assisted airless equipment may be operated at lower fluid pressures, a characteristic that reduces equipment wear, improves TE and aids atomization.
Finish Quality and AtomizationDefining your finish quality requirement is the first and most important step of the process. Factors to be considered may include degree of gloss, distinctness/depth of image (DOI), film build uniformity and appearance texture. Consequently, coating characteristics (e.g., viscosity, solids content, and rheology) and atomization play a significant role in finish quality.
A general illustration of the fluid delivery rates and degree of
atomization that could be expected from the various types of
application equipment is presented as Figure 2. 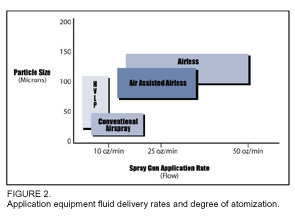 As shown, airless
and air-assisted airless are capable of high fluid delivery rates
(i.e., higher production rates). They are also capable of handling
high solids - high viscosity coatings (i.e., quicker film builds per
pass). However, these good attributes are offset by the coarser
atomization provided by these application methods. As indicated in
Figure 2, airless atomization produces the largest droplet size
while air-assisted airless is not too far behind. Subsequently,
these application methods will tend to produce more of an orange
peel finish, a texture suitable for some applications but bad for
others. Orange peel, for instance, may be desirable in order to hide
certain defects in the surface of the part and, therefore, would be
specified.
As shown, airless
and air-assisted airless are capable of high fluid delivery rates
(i.e., higher production rates). They are also capable of handling
high solids - high viscosity coatings (i.e., quicker film builds per
pass). However, these good attributes are offset by the coarser
atomization provided by these application methods. As indicated in
Figure 2, airless atomization produces the largest droplet size
while air-assisted airless is not too far behind. Subsequently,
these application methods will tend to produce more of an orange
peel finish, a texture suitable for some applications but bad for
others. Orange peel, for instance, may be desirable in order to hide
certain defects in the surface of the part and, therefore, would be
specified.
As shown, conventional airspray produces the finest degree of atomization (i.e., smallest droplet size in microns). Its ability to produce a fine degree of atomization has earned conventional airspray the highest respect for producing the smoothest finish (since finer atomization corresponds to a smoother appearance). Because of the relatively high amount of energy imparted to the fluid by high atomizing air pressures, conventional airspray is also capable of handling fairly high fluid delivery rates. Although HVLP equipment produces somewhat coarser atomization than conventional airspray, it's still capable of achieving fine atomization and those smooth "automotive" finishes. Because of HVLP's larger droplet size, it's also possible to achieve higher film builds per pass (when compared to conventional airspray) - possibly eliminating the need for multiple coats.
Viscosity and Atomization
Here are two important
relationships to remember: 1) energy must be applied to or into the
fluid to cause atomization; and 2) the properties of the fluid,
specifically viscosity, dictate the amount of energy required for
atomization. As one would expect, more viscous coatings require
greater energy for atomization. Since environmental regulations are
driving coatings toward reduced solvent content and higher
viscosities, high performance coatings generally require a higher
level of atomization energy.
With airspray equipment, higher viscosity coatings typically require higher air pressures for proper atomization. For airless and air-assisted airless, higher fluid pressures must be used to atomize higher viscosity coatings. For example, water will atomize at less than 100 psi while most paints take 1000 to 3000 psi.
An important point that must be realized with HVLP equipment is its limitation in atomization energy. Although Figure 2 depicts HVLP as capable of producing a fine degree of atomization, this only holds true for lower viscosity coatings. The droplet size produced by HVLP equipment will increase significantly with high viscosity coatings simply because HVLP spray equipment cannot provide enough atomization energy into the system.
Production Rate Considerations
Higher energy levels
are also needed to atomize high fluid delivery rates. As shown in
Figure 2, airless and air-assisted airless equipment produce the
highest fluid delivery rates. They also generate a larger droplet
size in regard to atomization and have the ability to atomize high
viscosity - high solids coatings. Because of these characteristics,
airless and air-assisted airless equipment may be used to obtain
higher film builds (per pass) and production rates. However,
atomization and finish quality usually deteriorate as production
speed increases. Therefore, finish quality requirements continually
need to be considered when evaluating the application method. In
some cases, application demands such as productivity may have to
suffer in order to meet finish quality requirements.
Operator Acceptance
One fact obvious to most people in
the coatings industry is the influence of an operator on application
efficiency. An operator's spray technique, skill, and knowledge of
the process, equipment and coating have a significant effect on the
overall efficiency of the application. A good operator can overcome
a host of variables in the application process and produce a quality
finish. This is the reason operator training is so critical to an
efficient system. Manipulating a spray gun can be difficult and
highly repetitive in nature. Therefore, making a spray operator's
job as simple as possible has positive affects on productivity and
finish quality. Spray operators tend to look at the application tool
based on the following:
Because of these demands, equipment manufacturers have gone beyond basic safety design issues. Ergonomics and "user-friendly" applicators are now important design criteria. Factors of size, weight, balance, and "feel" are a definite concern. If these needs are met, it will be reflected in the operator's performance. If not, then expect problems with finish quality, production speed and/or the safe application of material. Accessory items that may enhance a spray operation and minimize the burden placed on the spray operator include:
Environmental Compliance
In some areas of the country,
environmental regulations may define the type of application
equipment and coating materials acceptable for use. The intent of
"compliant" technologies and coatings is to minimize volatile
organic compounds emissions from the application process. HVLP is
normally "compliant" as is any form of application tool equipped
with electrostatics. However, as implied previously in this article,
the compliance issue may conflict with other selection criteria. It
is best to start here and understand the rules before looking for
application equipment.
Summary
Proper selection of coating equipment is
critical to a successful coating operation. The key to proper
equipment selection is knowing the advantages, limitations and
tradeoffs associated with the various types of equipment and
realizing how they relate to your application criteria. Many
equipment suppliers can aid in this assessment and provide direction
for the best possible solution.