Energy saving survey helps snack food manufacturer save
�10,000/year - Press Release
* survey also helps site maintain ISO 40001 compliance
Skewen, Neath, March 16, 2006 --- One of the UK's largest snack food
manufacturing plants, producing some 175 million products a year, is reducing
its energy costs substantially by optimising the air consumption of its
pneumatic automation.
Each of the plant's six production lines is based extensively on pneumatic
automation, making it a heavy user of compressed air. The company recently
engaged Festo�s new Energy Saving Service to provide a detailed analysis of
its automation-specific energy consumption. This identified a number of areas
that warranted improvement or remedial action, and the company is now in the
process of implementing these changes � which it is estimated will lead
directly to a �10,000 per year reduction in energy costs.
 The
facility operates a Total Productive Maintenance (TPM) program to identify areas
for continuous improvement. The TPM team�s objectives were to reduce
compressed air consumption in order to directly reduce the cost of energy used,
and to ensure continued compliance with the company's ISO 40001 environmental
management standard. A third objective was to demonstrate active energy saving
projects, to help retain the facility�s discount on extra electricity costs
imposed by the Climate Change Levy.
The
facility operates a Total Productive Maintenance (TPM) program to identify areas
for continuous improvement. The TPM team�s objectives were to reduce
compressed air consumption in order to directly reduce the cost of energy used,
and to ensure continued compliance with the company's ISO 40001 environmental
management standard. A third objective was to demonstrate active energy saving
projects, to help retain the facility�s discount on extra electricity costs
imposed by the Climate Change Levy.
The TPM team sought the advice of pneumatic automation distributor Cymru
Automation, who recommended Festo�s Energy Saving Service and helped organise
a pre-survey visit to identify the most appropriate processing line to examine
in detail.
According to Cymru Automation's Keith Fordham, �The plant is a 24/7
manufacturing operation, making it vital to maintain throughput. Festo went to
considerable lengths to ensure that system downtime would be minimised during
the subsequent survey, by familiarising site personnel with the process,
identifying key points for consideration, and meticulously planning the
installation and removal of test equipment.�
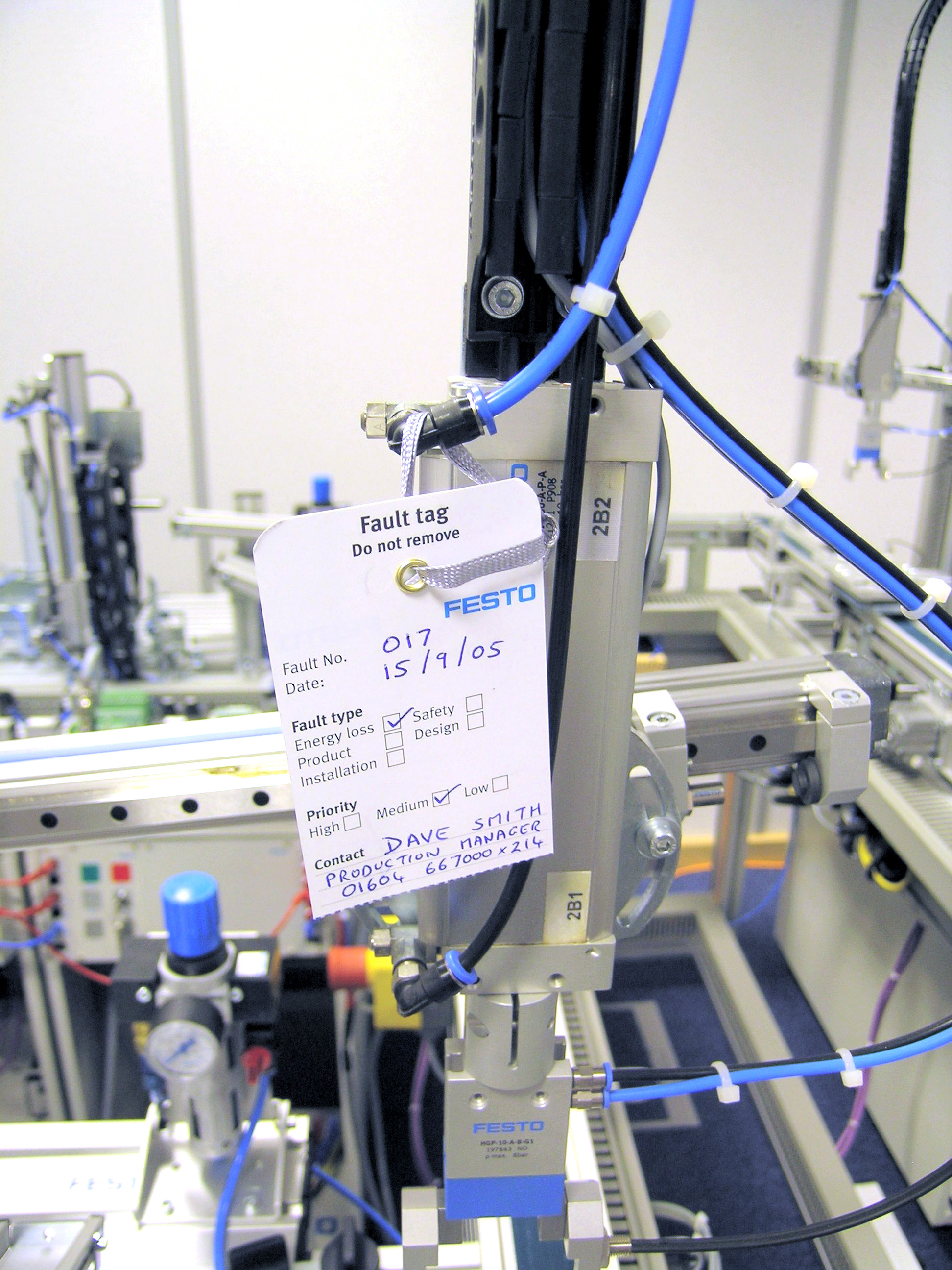
As part of its energy surveys, Festo normally physically identifies areas of
production lines that need remedial action with improvement tags, but on this
occasion, given the food manufacturing environment, elected to use digital
photography instead. The results were presented to the manufacturer in
presentational form on CD, which proved an ideal way of communicating the
findings and agreeing an activity plan with the line improvement teams.
The survey benchmarked the actual energy consumption and real cost of air
leaks on a single representative production line equipped with 10 individual
machines. The cost of air leakage on the line amounted to �1,534 per year, with
similar figures anticipated for the facility�s other five lines. The total
saving that could be achieved simply by fixing the leaks was estimated to be in
the region of �10,000 per year. Festo also identified a number of operational
safety issues and productivity improvement areas, as well as actions that could
simplify routine maintenance.
Following the survey, the manufacturer immediately addressed the potential
safety issues and then prioritised improvement activities, selecting the four
worst case machines � which accounted for 87% of the cost of the leaks on the
line � for remedial maintenance. Typically, this involved repairing leaking
pipework, fitting new high visibility regulator valves and upgrading air
preparation equipment. The task was considerably simplified by the fact that
Festo produced air flow and pressure drop graphs for each machine, to identify
those suspected of having air starvation problems. In a number of cases, Festo
also recommended moving valves closer to the pneumatic cylinders that they
control, to increase machine productivity.
The knowledge gained is now being applied to other areas of the facility, and
the manufacturer is updating its equipment specifications to ensure that all new
automation meets with its best practice targets. It is also now standardising on
Festo equipment, supplied by Cymru Automation, Festo Premier Distributor.
The potential energy savings identified by the survey translate directly into
bottom line cost savings � as the facility uses variable speed air compressors
� and the payback period will be less than 3 months. Festo has been
invited to conduct a follow-up survey to confirm the savings.
ENDS
For further information please contact:
Nicola Meadway, Festo Ltd, Technology House, 1 Fleetwood
Park, Barley Way, Fleet, Hampshire GU51 2QX, UK. Tel: +44 (0)1252 775000; Fax:
+44 (0)1252 775001; www.festo.com; email:
[email protected]
Or
Keith Fordham, Cymru Automation Ltd, Unit 1, Lonlas Business
Park, Cwmdu Industrial Estate SA10 6RP, Skewen, Neath, UK. Tel: +44 (0)1792 818
141; Fax: +44 (0)1792 812602; email:
[email protected]
 The
facility operates a Total Productive Maintenance (TPM) program to identify areas
for continuous improvement. The TPM team�s objectives were to reduce
compressed air consumption in order to directly reduce the cost of energy used,
and to ensure continued compliance with the company's ISO 40001 environmental
management standard. A third objective was to demonstrate active energy saving
projects, to help retain the facility�s discount on extra electricity costs
imposed by the Climate Change Levy.
The
facility operates a Total Productive Maintenance (TPM) program to identify areas
for continuous improvement. The TPM team�s objectives were to reduce
compressed air consumption in order to directly reduce the cost of energy used,
and to ensure continued compliance with the company's ISO 40001 environmental
management standard. A third objective was to demonstrate active energy saving
projects, to help retain the facility�s discount on extra electricity costs
imposed by the Climate Change Levy.