TABLE I—These Factors and Levels Simulate the Client's Industrial Production Line
| FACTOR | LOW LEVEL (-) | HIGH LEVEL (+) |
| A: Convection oven temperature (F) | 100 | 200 |
| B: Infrared oven temperature (F) | 125 | 300 |
| C: Accelerator Per drum (ml) | 850 | 1000 |
| D: Activator type: Polyisocyanates | A | B |
| E: Convection oven air flow | Blocked | Open |
The experimental design and analysis work was simplified by using DOE software named Design-Ease® (Stat-Ease, Inc., Minneapolis, Minnesota). The software allowed us to consider all factors simultaneously by revealing how interconnected factors responded over the range of values.
|
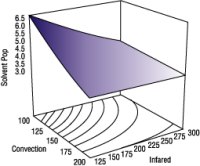
| Fig. 1--OVEN TEMPERATURE vs. SOLVENT POP. At high convection oven temperatures (200F), infrared temperature was not significant, since the majority of popping had already occurred in the convection oven. |
The designed experiment simulated our customer's paint curing ovens so we could determine the best settings for reducing solvent pop. The solvent pop response was measured as the film thickness at which popping began. The desired outcome was to have high, tack-free film build without any popping. In particular, we needed to pay careful attention to the grueling factors encountered during the hottest part of summer. This is the time of year when solvent pop is most common, especially in a facility that is not climate controlled—such as our client's. Popping occurs more frequently in hotter environments as film thickness increases. Therefore, it is important to carefully control the ovens to avoid solvent popping. The film coatings must endure extremely harsh conditions, year after year, in all types of soil, weather and temperatures. The coating's function is to protect heavy-duty specialty outdoor equipment.
Manipulating factors to attain an ideal response. Our objective was to vary and test important factors for solvent pop. We began by preparing eight, one-inch by four-inch test panels, then ran the panels through our laboratory simulation paint line. The simulated procedure was as follows:
A.Apply with airless sprayer 1.0 -1.5 dry mils of primer on all eight panels.
B.Flash for six minutes.
C.Apply two coats of paint onto the eight panels.
D.Remove one panel.
E.Apply one coat of paint onto the remaining panels.
F.Continue removing one panel and applying a coat of paint to the remaining panels until they contain between two coats (low film thickness) and nine coats (high film thickness) of topcoat.
G.Flash for six minutes.
H.Cure in convection oven for 12 minutes.
I.Cure in infrared oven for 12 minutes.
|
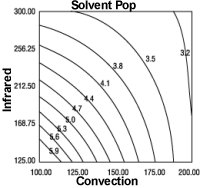
| Fig. 2--Film thickness at varying oven temperatures. |
The DOE software's analysis showed that the most significant factors causing solvent pop were convection and infrared oven temperatures. Although there was significant interaction between both oven types, of the two, the convection oven was a bigger factor than the infrared. Refer to Figures 1 and 2.
By combining the correct oven temperatures, along with proper accelerator levels and activator types, we were able to consistently minimize solvent pop with acceptable film hardness and cure. The settings we obtained from the DOE software to minimize solvent pop are:
1.Low convection heat (Factor A-).
2.Low infrared heat (Factor B-).
3.High catalyst or accelerator.
4.Activator B.
By simulating our client's curing oven factors in a laboratory DOE, we optimized the settings that reduce solvent pop. Our client can now expect fewer application problems and higher production efficiencies. PF
(This guide has been adapted from "Spray Paint Defects: Their Cause and Cure" By Gerald L. Schneberger, Ph.D., PE) | |
|
Solvent popping, or pinholes, appear when solvent evaporates so quickly from a wet film (paint) that the increasingly viscous liquid paint is unable to flow into the resulting void. Here are common causes of solvent popping: Temperature: High oven temperatures heat wet film too quickly, causing the solvent to vaporize. Film cannot flow into resulting voids fast enough. Solvent Blend: Too much low-boiling solvent (thinner) may cause popping during flash or upon entering the oven. Conversely, too much high-boiling solvent may result in popping near the end of the oven—when solvent boiling point is attained. Film Thickness: Wet paint film that is too thick may cause popping because it contains too much solvent. Solvent that doesn't flash may boil in the oven, resulting in popping. |
Spray Distance: Too-close spraying causes extra solvent to reach the surface. Increasing distance lets droplets lose more solvent into the air. Flash Time/Line Speed: Increasing flash time or decreasing line speed may lower amount of popping, resulting in solvent loss before part heats up. Air Pressure: Higher air pressure causes more solvent loss into the air. Popping may be reduced, but an undesired thin film coating can result because of greater overspray—meaning less paint is applied. Paint Pressure: Too-low paint pressure causes small paint droplets and greater solvent loss into the air. Popping may decrease, but a thinner film may result because less paint is applied. Air Velocity: Low air velocity can make popping occur because of slowed solvent evaporation. Too much solvent may remain in the film when entering the oven. |